Home / Balita / Balita sa industriya / Paano Ginagawa ang Die Casting? Proseso, Paraan at Materyales
Ang Maikling Sagot: Paano Gumagana ang Die Casting
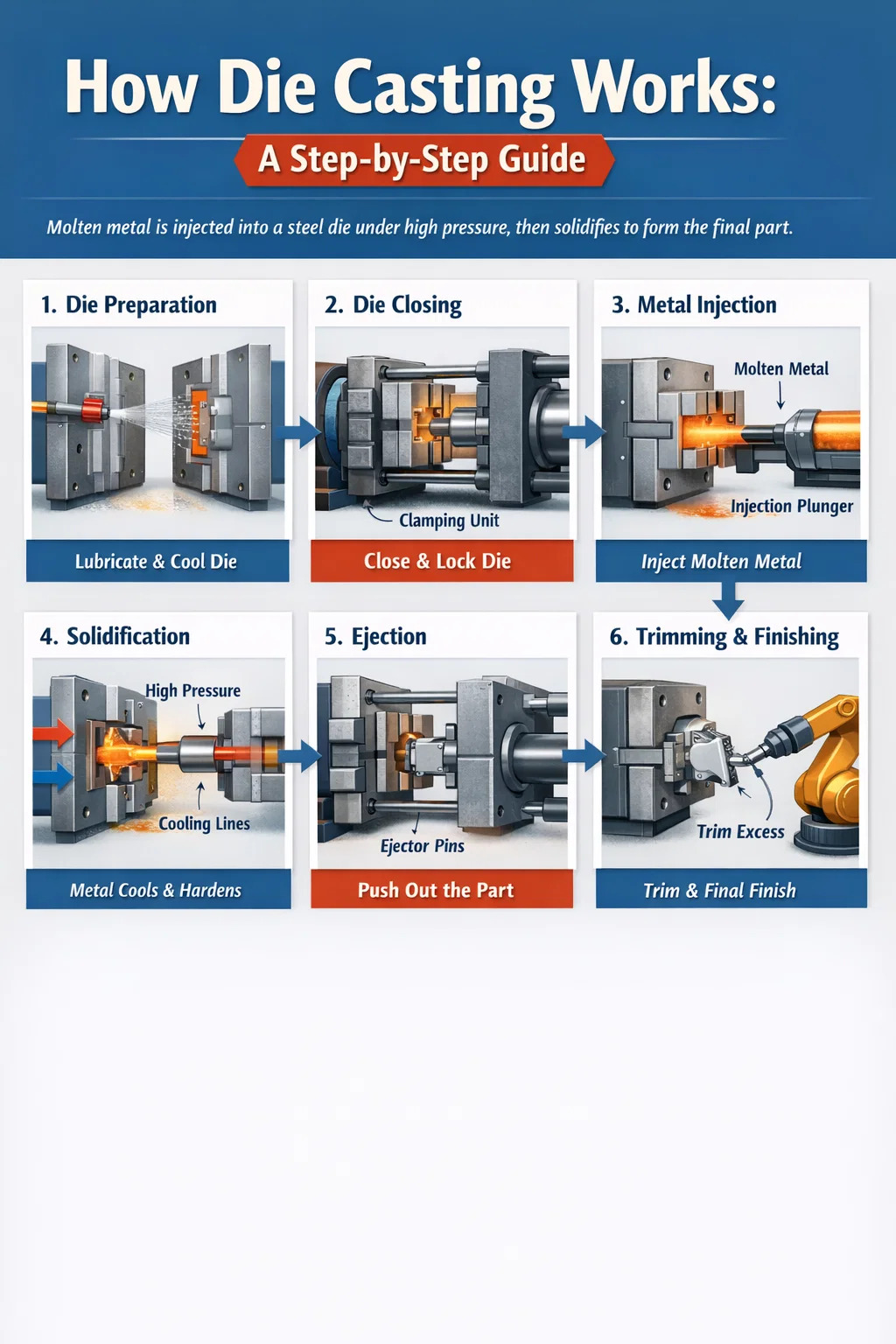
Die casting ay isang proseso ng pagbuo ng metal kung saan ang nilusaw na metal ay itinuturok sa ilalim ng mataas na presyon sa isang tumigas na bakal na amag — tinatawag na die — at pinananatili doon hanggang sa tumigas ang metal sa eksaktong hugis ng lukab. Kapag solid na, bubukas ang die, itinutulak ng mga ejector pin ang bahagi palabas, at magsisimula muli ang cycle. Maaaring ulitin ng isang die ang sequence na ito daan-daang libong beses bago ito maubos.
Pangunahing ginagamit ang proseso sa mga non-ferrous na haluang metal: aluminum, zinc, magnesium, at copper-based na mga metal. Ang mga presyon ng iniksyon ay karaniwang mula 1,500 psi hanggang higit sa 25,000 psi , na nagbibigay-daan sa die casting na makagawa ng mga bahaging may manipis na pader, mahigpit na tolerance (kadalasan ±0.002 pulgada), at makinis na as-cast surface finish nang walang malawakang machining pagkatapos.
Kung kailangan mo ng sampu-sampung libong magkakahawig na bahagi ng metal — mga bracket ng sasakyan, mga electronics housing, mga plumbing fitting, mga bahagi ng appliance — ang die casting ay halos palaging ang pinaka-epektibong paraan ng pagmamanupaktura kapag nakuha mo na ang upfront tooling cost.
Hakbang-hakbang ang Proseso ng Die Casting
Ang pag-unawa kung paano ginagawa ang die casting ay nangangailangan ng paglalakad sa bawat yugto ng ikot ng produksyon. Habang ang iba't ibang makina at haluang metal ay nagpapakilala ng mga pagkakaiba-iba, ang pangunahing pagkakasunud-sunod ay pare-pareho sa buong industriya.
Hakbang 1 — Paghahanda ng Die at Lubrication
Bago ang bawat pagbaril, ang mga bahagi ng die ay sinabugan ng pampadulas o ahente ng paglabas. Ito ay may dalawang layunin: tinutulungan nito ang solidified casting na maalis nang malinis nang hindi dumidikit, at pinapalamig nito nang bahagya ang ibabaw ng die upang mapanatili ang pare-parehong thermal profile. Ang mga water-based na die lubricant ay ang pinakakaraniwang pagpipilian sa mga modernong tindahan dahil binabawasan ng mga ito ang usok at sumusunod sa mga regulasyon sa kapaligiran. Ang ikot ng pag-spray ay karaniwang tumatagal ng dalawa hanggang limang segundo at awtomatiko sa mga linyang may mataas na volume.
Hakbang 2 — Pagsara ng Die at Pag-clamping
Ang die casting machine ay ikinakapit ang dalawang die halves kasama ng napakalaking puwersa. Ang puwersang pang-clamping na ito ay sinusukat sa tonelada at dapat na lumampas sa puwersa na ibibigay ng naka-pressure na tinunaw na metal sa mga mukha ng die habang iniiniksyon. Ang isang makina na na-rate sa 500 tonelada ay humahawak sa mamatay na sarado na may 500 tonelada ng clamping force. Ang mga makina ay mula sa ilalim ng 100 tonelada para sa maliliit na bahagi ng zinc hanggang 4,000 tonelada o higit pa para sa malalaking bahagi ng istrukturang aluminyo. Kung hindi sapat ang puwersa ng pag-clamping, ang tinunaw na metal ay maaaring mag-flash out sa pagitan ng mga die halves, na lumilikha ng manipis na palikpik sa bahagi at posibleng makapinsala sa tooling.
Hakbang 3 — Metal Injection
Ito ang hakbang sa pagtukoy. Ang tinunaw na metal ay itinutulak sa die cavity sa pamamagitan ng isang sistema ng mga channel — isang sprue, runner, at gate — na direktang dumadaloy sa bahaging geometry. Sa mga cold chamber machine, ang isang sinusukat na shot ng metal ay inilalagay o awtomatikong ibinubuhos sa isang shot sleeve, at isang hydraulic plunger ang nagtutulak nito pasulong. Sa mga hot chamber machine, ang mekanismo ng pag-iniksyon ay nakalubog sa tinunaw na metal bath at direktang kumukuha ng isang tumpak na singil. Ang bilis ng pag-iniksyon ay maaaring ayusin sa mga yugto: isang mabagal na unang yugto ang pumupuno sa sistema ng runner, at isang mabilis na pangalawang yugto ang pumupuno sa lukab ng bahagi upang maiwasan ang napaaga na solidification. Ang mga oras ng pagpuno para sa mismong cavity ay kadalasang nasa pagitan ng 10 at 100 millisecond.
Hakbang 4 — Pagtindi at Solidification
Kaagad pagkatapos mapuno ang cavity, inilalapat ng makina ang intensification pressure — pangalawa, mas mataas na pressure surge — para mag-pack ng mas maraming metal at mabayaran ang pag-urong habang tumitibay ang casting. Ang presyon na ito ay pinananatili para sa isang dwell time, karaniwang isa hanggang tatlumpung segundo depende sa kapal ng pader at haluang metal. Ang mamatay mismo ay nagsisilbing heat sink; ang mga internal cooling channel nito ay nagdadala ng tubig o thermal oil upang mabilis at tuluy-tuloy ang pagkuha ng init. Ang mas mabilis na paglamig ay nagbibigay-daan sa mas maikling mga oras ng pag-ikot at mas pinong microstructure sa natapos na bahagi.
Hakbang 5 — Pagbukas ng Die at Pag-ejection ng Bahagi
Kapag ang metal ay tumigas nang sapat, ang clamping unit ay aatras at ang die ay maghihiwalay. Ang casting ay nananatili sa isang kalahati (ang ejector kalahati) dahil ang mga draft na anggulo at geometry ay idinisenyo sa ganoong paraan. Mga ejector pin — mga tumigas na bakal na baras na nakalagay sa die — umuusad at itulak ang bahagi nang libre. Ang mga pin ay nag-iiwan ng maliliit na pabilog na marka ng saksi sa mga hindi kritikal na ibabaw ng casting. Ang isang robot o tao na operator ay nag-aalis ng bahagi, at ang cycle ay muling magsisimula.
Hakbang 6 - Pag-trim at Pagtatapos
Ang raw casting ay lumalabas na nakakabit sa runner at gate system, at kadalasan ay may manipis na flash sa mga linya ng paghihiwalay. Ang isang trim die sa isang hydraulic press ay naggugupit sa mga runner at labis na flash sa isang stroke. Ang karagdagang pagtatapos ay depende sa aplikasyon: shot blasting para sa mga cosmetic surface, CNC machining para sa sinulid na mga butas o tumpak na mga butas, heat treatment para sa structural aluminum alloys, at surface coatings tulad ng anodizing, powder coating, o chrome plating.
Mainit na Kamara vs. Malamig na Kamara Die Casting
Ang dalawang pangunahing uri ng makina ay nababagay sa bawat isa sa magkaibang hanay ng mga haluang metal. Ang pagpili ng maling uri para sa isang naibigay na materyal ay maaaring sirain ang makina o makagawa ng hindi magandang kalidad na mga bahagi.
| Tampok | Hot Chamber | Cold Chamber |
|---|---|---|
| Lokasyon ng sistema ng iniksyon | Nakalubog sa tinunaw na metal | Hiwalay sa pugon |
| Mga katugmang haluang metal | Sink, magnesiyo, tingga, lata | Aluminyo, tanso, magnesiyo (mataas na temperatura) |
| Bilis ng ikot | Mas mabilis (hanggang sa 18 shot/min para sa zinc) | Mas mabagal (nagdaragdag ng oras ang manu-manong ladling) |
| Pinakamataas na presyon ng iniksyon | ~2,500 psi | Hanggang 25,000 psi |
| Saklaw ng laki ng bahagi | Maliit hanggang katamtaman | Maliit hanggang napakalaki |
| Pagkahilig sa porosity | Ibaba | Katamtaman (pinamamahalaan ng kontrol ng proseso) |
Ang mga hot chamber machine ay hindi maaaring gamitin sa aluminyo dahil ang aluminyo ay natutunaw ang bakal sa karaniwang temperatura ng paghahagis, na mabilis na umaatake sa bakal na gooseneck at plunger ng nakalubog na sistema ng pag-iniksyon. Ang mga cold chamber machine ay ang tamang pagpipilian para sa aluminum die casting — ang metal ay natutunaw sa isang hiwalay na holding furnace at pumapasok lamang sa shot sleeve kaagad bago ang iniksyon, na nililimitahan ang oras ng pagkakalantad.
Mga Materyales na Ginamit sa Die Casting
Ang pagpili ng haluang metal ay nagtutulak sa halos lahat ng iba pang desisyon sa proseso — uri ng makina, materyal na mamatay, oras ng pag-ikot, at mga katangian ng huling bahagi. Ito ang apat na pamilya na karaniwang nakikita sa mga komersyal na die casting operations.
Aluminum Alloys
Aluminum account para sa halos 80% ng lahat ng produksyon ng die casting ayon sa timbang sa North America. Ang pinakamalawak na ginagamit na mga haluang metal ay A380, A383, at A360. Nag-aalok ang A380 ng mahusay na balanse ng castability, lakas (ultimate tensile strength sa paligid ng 47,000 psi), at corrosion resistance, na ginagawa itong default na pagpipilian para sa automotive at consumer electronics housings. Ang mababang density ng aluminyo — humigit-kumulang isang-katlo ng bakal — ay isang pangunahing driver ng demand habang ang mga automaker ay naghahanap ng magaan na mga bahagi upang matugunan ang fuel economy at EV range target. Ang downside ay isang mas mataas na temperatura ng pag-cast (sa paligid ng 1,200°F / 650°C), na nagpapaikli sa buhay ng mamatay kumpara sa zinc.
Zinc Alloys
Ang mga zinc alloy (Zamak 3, Zamak 5, ZA-8) ay inihagis sa mas mababang temperatura (sa paligid ng 780°F / 415°C), na nagbibigay ng tool ng mas mahabang buhay — kadalasang higit sa isang milyong shot kumpara sa 100,000–400,000 para sa aluminum dies. Maaaring i-cast ang mga bahagi ng zinc na may napakanipis na mga dingding (hanggang sa 0.4 mm) at napakahusay na detalye sa ibabaw, kaya naman ginagamit ang mga ito para sa pandekorasyon na hardware, lock body, at maliit na precision na mekanikal na bahagi. Ang zinc ay mas siksik kaysa sa aluminyo ngunit ang mas mababang gastos sa pagpoproseso nito at mas mahabang buhay ng tool ay kadalasang ginagawa itong mas matipid para sa mataas na dami ng maliliit na bahagi.
Magnesium Alloys
Ang Magnesium ay ang pinakamagaan na structural metal na karaniwang die cast, humigit-kumulang 33% na mas magaan kaysa sa aluminyo sa dami. Ang mga haluang metal tulad ng AZ91D at AM60B ay ginagamit sa automotive interior structures, laptop chassis, at power tool body kung saan ang bigat ang pangunahing driver. Maaaring iproseso ang Magnesium sa alinman sa mainit o malamig na mga makina ng silid depende sa partikular na haluang metal at kinakailangang laki ng bahagi. Isang mahalagang pagsasaalang-alang sa produksyon: ang magnesium ay nasusunog sa pinong hating anyo, kaya ang mga scrap at chips ay nangangailangan ng maingat na paghawak at mga dedikadong sistema ng pagsugpo sa sunog sa pasilidad.
Copper-Based Alloys (Tanso at Tanso)
Ang mga tansong haluang metal ay nangangailangan ng pinakamataas na temperatura ng paghahagis — kadalasang lumalampas sa 1,650°F (900°C) — na makabuluhang nagpapaikli sa buhay ng mamatay at nagpapataas ng mga gastos sa enerhiya. Gayunpaman, ang mga brass at bronze die castings ay nag-aalok ng mahusay na corrosion resistance, magandang electrical conductivity, at isang premium na hitsura na ginagawang mahalaga ang mga ito sa plumbing fittings, electrical connectors, at architectural hardware. Ang copper alloy die casting ay kumakatawan sa isang maliit ngunit paulit-ulit na bahagi ng kabuuang produksyon dahil walang ibang materyal ang tumutugma sa kumbinasyon ng mga katangian sa isang maihahambing na halaga para sa mga medium-volume na bahagi.
Die Design at Tooling
Ang die ay ang pinaka-capital-intensive na elemento ng proseso ng die casting, at ang disenyo nito ay direktang tumutukoy sa kalidad ng bahagi, cycle time, at production economics. Ang isang die na hindi maganda ang disenyo ay magsasanhi ng mga problema na hindi ganap na maaayos ng pag-aayos ng makina.
Mga Materyales ng Die
Ang die casting tooling ay halos lahat ay ginawa mula sa H13 hot-work tool steel, pinatigas hanggang humigit-kumulang 44–48 HRC. Napili ang H13 dahil lumalaban ito sa thermal fatigue — ang paulit-ulit na pag-init at pagsusubo na pumuputok sa mas mababang bakal sa loob ng libu-libong cycle. Ang mga premium na grado ng H13 na may mas mahigpit na mga kontrol sa chemistry at pagpoproseso ng vacuum arc remelting (VAR) ay maaaring magpahaba nang malaki sa buhay ng mamatay. Para sa napakataas na dami ng produksyon ng aluminyo, ang ilang mga operasyon ay gumagamit ng mga binagong bakal tulad ng DIN 1.2367 o mga proprietary grade na binuo ng mga supplier ng tooling.
Disenyo ng Gating at Runner System
Kung saan pumapasok ang metal sa cavity — ang lokasyon ng gate — kumokontrol sa pattern ng pagpuno, air entrapment, at pag-urong. Ang simulation software (Magmasoft, ProCAST, Flow-3D) ay karaniwang kasanayan na ngayon para sa disenyo ng die, na nagpapahintulot sa mga inhinyero na magmodelo ng daloy ng metal, hulaan ang mga malamig na shut, tukuyin kung saan malamang na mabuo ang porosity, at i-optimize ang gate at overflow well placement bago magputol ng isang piraso ng bakal. Ang pamumuhunan sa simulation bago ang paggawa ng tool ay karaniwang nakakatipid ng higit pa kaysa sa gastos nito sa pamamagitan ng pagkuha ng mga problema na kung hindi man ay mangangailangan ng mga mamahaling pagbabago sa die.
Draft Angles at Parting Lines
Ang bawat patayong pader sa isang die casting ay dapat magkaroon ng draft angle — isang bahagyang taper — upang payagan ang bahagi na makalabas mula sa die nang hindi kinakaladkad o dumidikit. Ang mga karaniwang draft na anggulo ay 1° hanggang 3° para sa mga panlabas na ibabaw at 2° hanggang 5° para sa mga panloob na core. Ang mga zero-draft na pader ay theoretically posible na may mga espesyal na coatings o geometry trick ngunit nagdaragdag ng gastos at panganib. Ang linya ng paghihiwalay ay kung saan nagtatagpo ang dalawang die halves; kapag nahanap ito nang tama, pinapaliit ang flash, pinapasimple ang paggawa ng tool, at ginagawang mas madaling kontrolin ang mga cosmetic surface.
Disenyo ng Sistema ng Paglamig
Ang mga panloob na channel ng paglamig na nababato sa pamamagitan ng die steel ay nagdadala ng tubig na kinokontrol ng temperatura. Ang kanilang pagkakalagay na may kaugnayan sa makapal na mga seksyon ng bahagi, kung saan ang init ay puro, ay tumutukoy kung gaano pantay ang pag-ssolidify at kung gaano kabilis ang cycle ay maaaring tumakbo. Conformal cooling — mga channel na sumusunod sa contours ng die cavity sa halip na straight-drilled — ay lalong ginagawa sa pamamagitan ng additive manufacturing inserts, na nagbibigay-daan sa mas agresibong heat extraction sa mga kritikal na zone at cycle time reduction na 15–25% sa ilang application.
Mga Pangunahing Parameter ng Proseso at Paano Sila Kinokontrol
Ang die casting ay hindi isang set-and-forget operation. Ang isang matatag, mataas na kalidad na proseso ay nangangailangan ng aktibong pagsubaybay at kontrol ng isang hanay ng mga magkakaugnay na variable.
- Temperatura ng metal: Ang sobrang init ay nagpapataas ng shrinkage porosity at namamatay na erosion; masyadong malamig ay nagdudulot ng mga misruns at cold shuts. Karaniwang ibinubuhos ang aluminyo sa 1,250°F–1,350°F (677°C–732°C) depende sa bahaging geometry at kapal ng pader.
- Bilis ng iniksyon: Ang first-phase (mabagal) na bilis ay pumupuno sa runner; second-phase (mabilis) na bilis ang pumupuno sa lukab. Bilis ng gate — ang bilis kung saan dumaan ang metal sa gate papunta sa bahagi — ay karaniwang tinatarget sa pagitan ng 100 at 180 ft/s para sa aluminyo.
- Pagtindi ng presyon: Inilapat kaagad pagkatapos punan ang cavity, ang pressure na ito ay naka-pack sa solidifying metal upang mabawasan ang mga shrinkage void. Ang karaniwang intensification pressure para sa aluminyo ay 8,000–15,000 psi.
- Temperatura ng mamatay: Dapat maabot at mapanatili ng die ang isang thermal equilibrium — karaniwang 300°F–500°F (150°C–260°C) para sa aluminum — bago patakbuhin ang mga bahagi ng produksyon. Ang malamig na mamatay ay nagdudulot ng mga depekto sa ibabaw; ang sobrang init na mamatay ay nagpapahaba ng cycle ng oras at nagpapabilis ng thermal fatigue.
- Tulong sa vacuum: Ang ilang mga setup ng die casting ay gumagamit ng mga vacuum line na konektado sa die cavity upang lumikas ng hangin bago mag-iniksyon. Ang pag-alis ng hangin ay nagpapababa ng porosity ng gas at nagbibigay-daan sa mas mataas na bilis ng pag-iniksyon nang hindi nakakabit ng gas sa bahagi — partikular na mahalaga para sa mga istrukturang bahagi na itatrato sa init o welded.
Itinatala ng mga modernong die casting machine ang data ng proseso ng bawat shot — plunger position, velocity, pressure curves — sa real time. Nag-flag ang mga statistical process control chart kapag naaanod ang mga parameter sa labas ng mga itinakdang limitasyon, na nagpapahintulot sa mga inhinyero ng proseso na itama ang mga isyu bago tumaas ang mga rate ng scrap.
Mga Karaniwang Depekto sa Die Casting at Ang mga Sanhi Nito
Ang pag-unawa sa mga mekanismo ng depekto ay mahalaga sa pag-troubleshoot ng proseso. Karamihan sa mga depekto ay nagbabalik sa isang medyo maliit na hanay ng mga ugat na sanhi.
Porosity
Ang pinakakaraniwang die casting defect. Mayroong dalawang uri: gas porosity, sanhi ng hangin o dissolved hydrogen na nakulong sa panahon ng fill, at shrinkage porosity, na dulot ng hindi sapat na metal upang pakainin ang mga contracting section habang nagpapatigas ang mga ito. Karaniwang lumalabas ang porosity ng gas bilang mga bilugan na void malapit sa ibabaw o sa mga lugar na huling punan. Lumilitaw ang shrinkage porosity bilang hindi regular, tulis-tulis na mga void sa makapal na cross-sections. Kasama sa mga remedyo ang tulong sa vacuum, na-optimize na disenyo ng gate, na-adjust na presyon ng intensification, at pagbabawas ng kapal ng pader sa pamamagitan ng muling pagdidisenyo ng bahagi.
Cold Shuts at Misruns
Lumilitaw ang malamig na pagsara bilang isang nakikitang linya sa ibabaw ng casting kung saan nagtagpo ang dalawang harap ng daloy ng metal ngunit hindi nag-fuse nang maayos dahil masyadong lumamig ang mga ito bago sumapi. Ang misrun ay isang hindi kumpletong pagpuno — isang bahagi ng cavity na hindi nakatanggap ng sapat na metal bago ito tumigas. Parehong sanhi ng hindi sapat na temperatura ng metal, masyadong mababang bilis ng pag-iniksyon, hindi sapat na dami ng metal, o sobrang paglamig ng die. Ang pagtaas ng temperatura ng metal, bilis ng pag-iniksyon, o timbang ng shot ay kadalasang nalulutas ang mga depektong ito.
Paghihinang at Die Erosion
Ang paghihinang ay nangyayari kapag ang aluminyo na haluang metal ay dumikit sa die steel, humihila ng materyal mula sa ibabaw ng bahagi sa pagbuga at kalaunan ay bumubuo ng mga deposito sa die. Ito ay hinihimok ng kemikal na reaksyon sa pagitan ng tinunaw na aluminyo at bakal sa die steel, pinabilis ng mataas na temperatura ng metal at mataas na bilis ng gate na nakakaapekto sa parehong ibabaw ng die nang paulit-ulit. Ang mga proteksiyon na coatings (nitriding, PVD coating tulad ng TiAlN), die temperature control, at optimized na lubrication ay nagpapababa ng dalas ng paghihinang. Ang mga malubhang kaso ay nangangailangan ng die polishing o weld repair.
Flash
Ang flash ay manipis na metal fin na lumalabas sa pagitan ng mga die halves o sa paligid ng mga ejector pin. Nagreresulta ito sa hindi sapat na puwersa ng pag-clamping, pagod o nasira na mga ibabaw ng linya ng paghihiwalay, o labis na presyon ng iniksyon. Ang maliit na flash ay tinanggal sa trim press; Ang patuloy na flash ay nagpapahiwatig ng isyu ng machine, die, o proseso ng parameter na nangangailangan ng pagwawasto bago ito lumala.
Mga Variation at Advanced na Paraan ng Die Casting
Higit pa sa nakasanayang high-pressure die casting, ang ilang mga variant ng proseso ay tumutugon sa mga partikular na kinakailangan sa bahagi o mga target ng kalidad na hindi maabot ng karaniwang pag-cast.
Vacuum Die Casting
Ang vacuum die casting ay naglalabas ng hangin mula sa die cavity kaagad bago ang pag-iniksyon sa pamamagitan ng mga nakalaang vacuum valve. Ang natitirang presyon ng hangin sa lukab ay nababawasan hanggang sa ibaba 50 mbar sa mga advanced na sistema. Ang resulta ay kapansin-pansing mas mababang gas porosity, na nagpapahintulot sa mga casting na ma-heat treated (T5 o T6) at welded — mga kakayahan na hindi maaasahang makamit ng karaniwang die casting. Ang mga istrukturang bahagi ng sasakyan tulad ng mga shock tower, B-pillar, at mga enclosure ng baterya ay lalong ginagawa sa ganitong paraan.
Semi-Solid Die Casting (Thixocasting at Rheocasting)
Sa semi-solid processing, ang metal ay itinuturok sa temperatura sa pagitan ng liquidus at solidus nito — sa isang bahagyang solidified, parang slurry na estado. Dahil ang metal ay mas malapot at pinupuno ang die sa isang hindi gaanong magulong, mas laminar na paraan, ang gas entrapment ay makabuluhang nabawasan. Ang mga bahaging ginawa sa pamamagitan ng rheocasting o thixocasting ay maaaring lumapit sa mga antas ng porosity ng mga huwad na bahagi sa ilang geometries. Ang proseso ay mas kumplikado at mahal na patakbuhin kaysa sa kumbensyonal na die casting, kaya ito ay nakalaan para sa mga high-value na bahagi sa aerospace, motorsport, at mga premium na application ng automotive.
Squeeze Casting
Gumagamit ang squeeze casting ng mas mababang bilis ng pag-iniksyon ngunit napakataas na presyon (madalas na 10,000–30,000 psi) na inilapat at pinipigilan sa buong solidification. Ang mataas na matagal na presyon ay pinipigilan ang porosity at pinipino ang microstructure, na gumagawa ng mga casting na may mga mekanikal na katangian na lumalapit sa mga forging. Ang mga gulong ng aluminyo para sa mga sasakyang may mataas na pagganap ay isang pangkaraniwang squeeze casting application. Ang mga tagal ng pag-ikot ay mas mahaba kaysa sa kumbensyonal na die casting, at ang proseso ay nangangailangan ng mas maingat na disenyo ng die para sa pamamahagi ng presyon.
Mega-Casting (Gigacasting)
Isang kamakailang pag-unlad na higit na hinihimok ng industriya ng de-kuryenteng sasakyan, ang mega-casting ay gumagamit ng mga makina na 6,000 tonelada o mas malaki para makagawa ng mga solong aluminum structural castings na pumapalit sa mga asembliya ng dose-dosenang mga naselyohang bahagi at welded na bakal. Pinasikat ni Tesla ang diskarteng ito gamit ang rear underbody casting nito, na pinagsama-sama ang humigit-kumulang 70 indibidwal na bahagi sa isang shot. Ang ilang iba pang mga automaker ay nagko-commission o nagpapatakbo na ngayon ng mga katulad na malalaking format na die casting cell. Ang pang-ekonomiyang kaso ay nakasalalay sa pinababang bilang ng tooling, mas simpleng mga linya ng pagpupulong, at mas mababang gastos sa pagsali, bagama't nangangailangan ito ng napakalaking upfront machine investment.
Die Casting kumpara sa Iba pang Proseso ng Metal Casting
Ang die casting ay hindi lamang ang paraan upang mag-cast ng mga bahaging metal, at hindi ito palaging tama. Ang pag-unawa kung saan ito umaangkop sa mga alternatibo ay nakakatulong sa pagpili ng tamang proseso para sa isang partikular na proyekto.
| Proseso | Gastos sa Tooling | Gastos sa Bawat Bahagi (Mataas na Dami) | Sukat ng Dimensyon | Pinakamahusay Para sa |
|---|---|---|---|---|
| Mataas-pressure die casting | Mataas ($20K–$200K ) | Napakababa | Magaling | Mataas na dami na hindi ferrous na bahagi |
| Permanenteng paghahagis ng amag | Katamtaman | Mababa | Mabuti | Katamtamang dami, mas makapal na pader |
| Paghahagis ng pamumuhunan | Katamtaman | High | Napakataas | Kumplikadong geometry, ferrous alloys, aerospace |
| Paghahagis ng buhangin | Mababa | Katamtaman to high | Mahina sa patas | Mababa volume, large parts, iron/steel |
Ang desisyon ay karaniwang bumababa sa dami. Ang die casting tooling para sa isang bahaging aluminyo ay karaniwang nagkakahalaga sa pagitan ng $30,000 at $150,000 depende sa pagiging kumplikado. Ang pamumuhunan na iyon ay may katuturan sa 50,000 o higit pang mga bahagi bawat taon ngunit mahirap bigyang-katwiran para sa ilang daang mga yunit. Para sa produksyon na mababa ang dami, mas matipid ang sand casting o investment casting kahit na mas mataas ang per-part cost. Para sa mga ferrous alloy (bakal, bakal), ang die casting ay karaniwang hindi ginagamit — investment casting, sand casting, o forging ang mga naaangkop na pagpipilian.
Mga Industriya at Aplikasyon Kung Saan Nangibabaw ang Die Casting
Ang kumbinasyon ng bilis, katumpakan, at kakayahan ng die casting ay ginawa itong default na proseso ng pagmamanupaktura para sa malawak na hanay ng mga kategorya ng produkto sa maraming industriya.
- Automotive: Mga bloke ng makina (sa ilang configuration), transmission housing, oil pump body, bracket assemblies, door handle, mirror housing, gulong (squeeze cast), at lalong malalaking structural body-in-white na bahagi. Automotive ay ang pinakamalaking solong merkado para sa die casting, accounting para sa higit sa 50% ng North American produksyon sa pamamagitan ng halaga.
- Consumer electronics: Ang chassis ng laptop at tablet, mga internal frame ng smartphone, katawan ng camera, at mga istruktura ng heat sink ay nakikinabang mula sa kumbinasyon ng aluminyo ng lightness, thermal conductivity, at structural stiffness.
- Kagamitang pang-industriya: Ang mga gearbox housing, pump body, motor housing, at valve body ay ginawa sa mataas na volume na may pare-parehong kapal ng pader at pressure-tight na integridad.
- Imprastraktura ng telekomunikasyon: Gumagamit ang 5G base station enclosure at heat management component ng aluminum die casting para sa kumbinasyon nito ng EMI shielding, thermal performance, at dimensional stability.
- Pagtutubero at HVAC: Ang mga brass at aluminum die cast fitting, valves, at manifold blocks ay ini-install ng milyun-milyon bawat taon sa residential at commercial construction.
- Mga power tool at appliances: Ang mga motor housing, gear case, at structural frame para sa power tools, lawn equipment, at household appliances ay umaasa sa die casting para sa mahigpit na tolerance at magandang surface finish sa mataas na rate ng produksyon.
Ano ang Aasahan sa Mga Tuntunin ng Mga Pagpapahintulot, Pagtatapos sa Ibabaw, at Oras ng Panguna
Ang mga mamimili at inhinyero na tumutukoy sa mga bahagi ng die cast ay nangangailangan ng makatotohanang mga inaasahan sa kung ano ang magagawa at hindi maihahatid ng proseso nang walang pangalawang operasyon.
Mga Dimensional Tolerance
Ang die casting ay nakakakuha ng mas mahigpit na tolerance kaysa sa sand casting o permanenteng mold casting, ngunit ito ay hindi isang precision machining process. Karaniwang para sa aluminum ang mga as-cast tolerance na ±0.003 hanggang ±0.005 pulgada bawat pulgada. Ang mga tampok na nangangailangan ng mas mahigpit na kontrol — mga bearing bores, sinulid na mga posisyon ng butas, mating surface — ay nangangailangan ng CNC machining pagkatapos ng casting. Ang North American Die Casting Association (NADCA) ay nag-publish ng mga detalyadong pamantayan sa pagpapaubaya na siyang sanggunian sa industriya para sa pagtukoy ng mga bahagi ng die cast.
Ibabaw ng Tapos
Ang mga as-cast surface sa die cast aluminum ay karaniwang nasa hanay na 63–125 Ra microinches (1.6–3.2 Ra micrometers), na sapat na makinis para sa karamihan ng functional at cosmetic na layunin nang hindi na tinatapos. Ang mga zinc die casting ay maaaring makakuha ng mas pinong as-cast surface at direktang kumuha ng electroplating, na ginagawang mas gusto ang mga ito para sa dekorasyong hardware na magiging chrome- o nickel-plated.
Tooling Lead Time at Part Lead Time
Karaniwang tumatagal ang paggawa ng tooling para sa isang medyo kumplikadong aluminum die casting die 8 hanggang 14 na linggo mula sa pag-apruba ng disenyo hanggang sa mga unang kuha. Ang mga simpleng tool ay maaaring makumpleto nang mas mabilis; ang malaki, maraming-cavity o kumplikadong dies ay maaaring tumagal ng 16-20 na linggo. Kapag napatunayan na ang tooling at nasa produksyon, ang mga lead time para sa mga piyesa ay nakadepende sa dami ng pagpapatakbo at pag-iskedyul ngunit karaniwang 3-6 na linggo para sa mga karaniwang order. Ang mga dedikadong linya na may mataas na volume ay maaaring magpadala ng mga bahagi na may mas maikling paunawa kapag naitatag na ang iskedyul ng produksyon.