Home / Balita / Balita sa industriya / Maaari bang maging Die Cast ang 6061 Aluminum? Ang Tunay na Sagot
Maaari bang maging Die Cast ang 6061 Aluminum? Ang Direktang Sagot
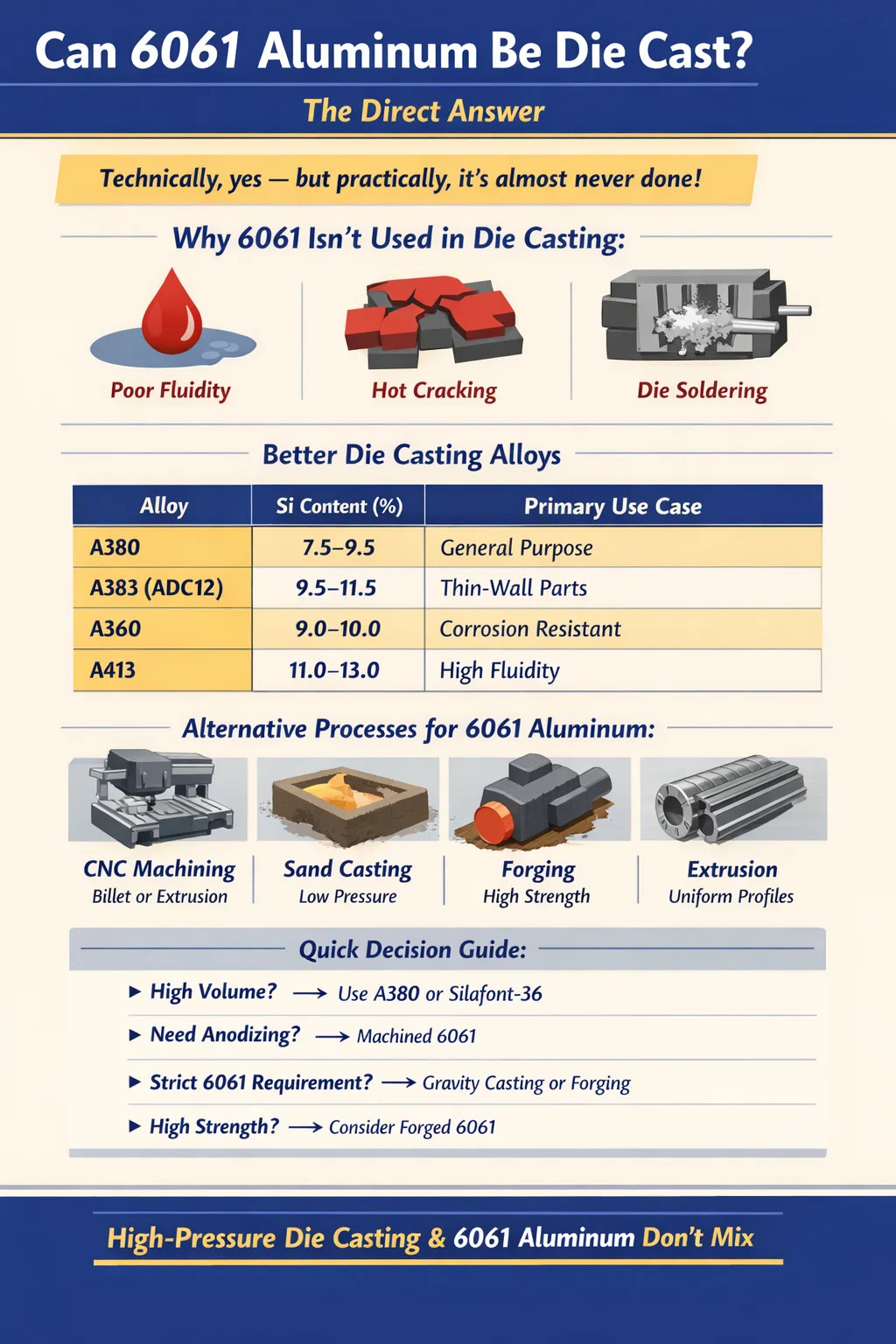
Sa teknikal, oo - ngunit sa praktikal na pagmamanupaktura, Ang 6061 aluminyo ay halos hindi ginagamit sa die casting , at karamihan sa mga pasilidad ng die casting ay magpapayo laban dito. Ang dahilan ay bumababa sa kimika ng haluang metal. Ang 6061 ay isang wrought aluminum alloy, ibig sabihin, partikular itong ginawa para sa mga proseso tulad ng extrusion, rolling, at forging — hindi para sa iniksyon sa steel dies sa ilalim ng mataas na presyon. Ang magnesium at silicon content nito, habang mahusay para sa structural performance pagkatapos ng heat treatment, ay lumilikha ng mga seryosong problema sa die casting environment: mahinang fluidity, hot cracking tendencies, at mga isyu sa die soldering na nagpapalaki ng mga scrap rate at mga gastos sa tooling.
Ang mga aluminyo na haluang metal na nangingibabaw sa die casting ang industriya ay dinisenyo para sa proseso. Ang A380, A383, A360, at ADC12 ay tumutukoy sa napakalaking mayorya ng mga aluminum die casting sa buong mundo dahil ang kanilang silicon content — karaniwang nasa pagitan ng 8% at 12% — ay nagbibigay sa kanila ng pagkatunaw ng fluid, thermal behavior, at mga katangian ng solidification na hinihingi ng die casting. Ang 6061 ay naglalaman lamang ng 0.4%–0.8% na silikon , mas mababa sa threshold na kailangan para sa maaasahan, mataas na dami ng die casting.
Ipinapaliwanag ng artikulong ito kung bakit kumikilos ang 6061 sa paraang ginagawa nito sa die casting, kung anong mga alternatibo ang umiiral, at kung saan ang mga senaryo na pumipili ng ibang alloy — o ibang proseso sa kabuuan — ay magbubunga ng mas mahusay na mga resulta sa mas mababang halaga.
Pag-unawa sa 6061 Aluminum: Komposisyon ng Haluang metal at Mga Implikasyon Nito
Ang 6061 aluminyo ay isang 6xxx-series na haluang metal, na nangangahulugang ang pangunahing elemento ng alloying nito ay magnesium (Mg) at silikon (Si). Ang karaniwang hanay ng komposisyon ay ang mga sumusunod:
| Elemento | Saklaw ng Komposisyon (%) | Tungkulin sa Haluang metal |
|---|---|---|
| Silicon (Si) | 0.40 – 0.80 | Ang pagpapalakas sa pamamagitan ng Mg₂Si namuo |
| Magnesium (Mg) | 0.80 – 1.20 | Pangunahing elemento ng pagpapalakas |
| Copper (Cu) | 0.15 – 0.40 | Karagdagang lakas, bahagyang binabawasan ang paglaban sa kaagnasan |
| Chromium (Cr) | 0.04 – 0.35 | Kontrol ng istraktura ng butil |
| Bakal (Fe) | Max 0.70 | hindi sinasadya; kinokontrol bilang karumihan |
| Aluminyo (Al) | Balanse (~96–99) | Base metal |
Ang kumbinasyon ng Mg at Si ay bumubuo ng magnesium silicide (Mg₂Si) sa panahon ng heat treatment (T4 o T6 temper), na siyang nagbibigay sa 6061-T6 ng kilalang tensile strength nito na humigit-kumulang 310 MPa (45,000 psi) . Ang pagtugon sa pagpapatigas ng ulan na ito ay isa sa mga pinakamalaking pakinabang ng haluang metal — ngunit ito ay isang kalamangan pagkatapos ng pagproseso, hindi isang kalamangan sa paghahagis.
Sa kaibahan, ang mababang nilalaman ng silikon ay nangangahulugan na ang tinunaw na haluang metal ay may mataas na lagkit at isang makitid na hanay ng solidification. Kapag ibinuhos o itinurok sa isang die, hindi ito madaling dumaloy sa manipis na mga pader o kumplikadong geometries. Ang resulta ay hindi kumpletong pagpuno, malamig na pagsara, at porosity — mga depekto na partikular na problemado para sa mga bahagi ng die cast sa istruktura o pressure-tight.
Bakit Mahina ang Pagganap ng 6061 sa Proseso ng Die Casting
Ang die casting ay isang high-pressure, high-speed na proseso. Ang tinunaw na aluminyo ay itinuturok sa isang bakal na mamatay sa mga presyon na karaniwang mula sa 10,000 hanggang 30,000 psi (69 hanggang 207 MPa) , sa mga oras ng pagpuno na sinusukat sa millisecond. Ang haluang metal ay dapat dumaloy kaagad sa mga runner at gate, punan ang manipis na mga seksyon nang lubusan, at mahuhulaan na patigasin. Lumilikha ang 6061 ng maraming mga failure point sa environment na ito.
Mahinang Melt Fluidity
Ang pagkalikido sa mga aluminyo na haluang metal ay higit na pinamamahalaan ng nilalaman ng silikon. Pinapababa ng Silicon ang punto ng pagkatunaw, pinapalawak ang window ng temperatura ng likido-solid, at binabawasan ang pag-igting sa ibabaw sa natutunaw. Ang mga die casting alloy tulad ng A380 ay naglalaman ng humigit-kumulang 8.5% na silikon. Ang 6061 ay naglalaman ng mas mababa sa 1%. Sa mga pagsubok sa pagkalikido (hal., mga pagsubok sa pagkalikido ng spiral), pare-parehong pinupuno ng A380 ang dalawa hanggang tatlong beses ang haba na gagawin ng isang 6061 na natunaw sa ilalim ng parehong mga kundisyon. Ang mga seksyon na may manipis na pader na mas mababa sa 2 mm ay nagiging halos imposibleng punan nang mapagkakatiwalaan ng 6061.
Mainit na Pagbitak Sa Panahon ng Solidification
Ang 6061 ay may malawak na hanay ng solidification — ang agwat sa pagitan ng liquidus (~652°C) at solidus (~582°C) ay humigit-kumulang 70°C. Sa panahon ng semi-solid phase na ito, ang haluang metal ay madaling masugatan sa mainit na pagkapunit: ang bahagyang solidified skeleton ay kumukontra, ngunit ang likidong metal ay hindi maaaring dumaloy nang mabilis sa natitirang mga channel upang makabawi. Ang resulta ay mga panloob na bitak. Ang mga high-silicon die casting alloy ay may mas makitid na hanay ng solidification , na nangangahulugang mas mabilis at pare-pareho ang paglipat ng metal mula sa likido patungo sa solid, na kapansin-pansing binabawasan ang panganib ng mainit na pag-crack.
Pagkasira ng Die Soldering at Tooling
Ang paghihinang ng mamatay ay nangyayari kapag ang aluminyo na mga bono sa ibabaw ng bakal ay namatay. Ang iron content sa die ay tumutugon sa aluminum sa natunaw upang bumuo ng iron-aluminum intermetallic compounds (Fe-Al IMCs) sa ibabaw ng die. Ang Silicon ay gumaganap bilang isang buffer — mas gusto nitong tumutugon sa bakal upang bumuo ng mga Fe-Si phase na hindi gaanong nakadikit at mas madaling ilabas. Dahil ang 6061 ay mababa sa silicon, ito ay mas madaling kapitan ng paghihinang sa mukha ng die. Pinatataas nito ang mga puwersa ng pagbuga, nagdudulot ng mga depekto sa ibabaw ng casting, at nagpapabilis ng pagguho ng kamatayan. Die life para sa 6061 sa mga pagsubok sa die casting ay naiulat na makabuluhang mas maikli kumpara sa karaniwang die casting alloys.
Mga Komplikasyon sa Paggamot ng init
Isa sa mga pangunahing atraksyon ng 6061 ay ang pagtugon nito sa T6 heat treatment, na nagpapataas ng tensile strength mula sa humigit-kumulang 125 MPa (18,000 psi) sa annealed state hanggang sa humigit-kumulang 310 MPa (45,000 psi). Gayunpaman, ang mga bahagi ng die cast — kahit na sa mga katugmang haluang metal — ay kilalang-kilala na mahirap i-heat treat dahil ang mabilis na solidification sa die ay nakakakuha ng gas porosity. Kapag ang isang porous na die casting ay solusyon na ginagamot sa init sa mga temperaturang humigit-kumulang 530°C, ang nakulong na gas ay lumalawak at nagiging sanhi ng blistering sa ibabaw. Haharapin ng 6061 die casting ang parehong isyu, habang dumaranas na rin ng mga problema sa pagkalikido at pag-crack sa panahon ng pag-cast. Ang netong resulta ay ang dapat na bentahe ng lakas ng 6061 ay hindi mapagkakatiwalaang maisasakatuparan sa pamamagitan ng die casting pa rin.
Ano ang Talagang Ginagamit ng Aluminum Alloys sa Die Casting
Ang industriya ng die casting ay nanirahan sa isang maikling listahan ng mga aluminyo na haluang metal na patuloy na naghahatid ng maaasahan at mataas na kalidad na mga resulta. Ang pag-unawa sa mga alternatibong ito ay mahalaga kapag sinusuri kung ipagpatuloy ang die casting para sa isang bahagi na unang idinisenyo noong 6061.
| Alloy | Si Content (%) | UTS (MPa) | Pangunahing Kaso ng Paggamit |
|---|---|---|---|
| A380 | 7.5 – 9.5 | ~317 | Pangkalahatang layunin; pinakamalawak na ginagamit na die casting alloy sa buong mundo |
| A383 (ADC12) | 9.5 – 11.5 | ~310 | Mga kumplikadong bahagi ng manipis na pader; mas mahusay na pagkalikido kaysa sa A380 |
| A360 | 9.0 – 10.0 | ~317 | Ang higpit ng presyon, paglaban sa kaagnasan |
| A413 | 11.0 – 13.0 | ~296 | Pinakamataas na pagkalikido; haydroliko na mga bahagi, masalimuot na paghahagis |
| Silafont-36 (Al-Si-Mg) | 9.5 – 11.5 | Hanggang ~350 (T5/T7) | Structural automotive die castings; nakakagamot sa init |
| 6061 | 0.40 – 0.80 | 310 (T6, gawa) | Extrusion, forging, machining — hindi die casting |
Ang A380 lamang ay nagtatantya 60% o higit pa sa lahat ng aluminum die castings na ginawa sa North America . Ang kumbinasyon ng magagandang mekanikal na katangian, mahusay na castability, at makatwirang gastos ay ginagawa itong default sa industriya. Kapag ang mga designer ay nangangailangan ng mas mataas na lakas na heat-treatable die cast aluminum, lalo silang bumaling sa mga haluang metal tulad ng Silafont-36 o Aural-2, na inengineered mula sa simula upang pagsamahin ang magandang pag-uugali ng die casting na may kakayahang tumugon sa pagtigas ng edad — isang bagay na hindi maihahatid ng 6061 sa isang die cast form.
Kapag Tinukoy ng Mga Inhinyero ang 6061 at Bakit Sila Lumipat
Sa maraming mga sitwasyon sa pagbuo ng produkto, tinukoy ng mga inhinyero ang 6061 nang maaga sa isang proyekto dahil pamilyar sila dito, o dahil ang mga prototype ay ginawa mula sa 6061 billet. Kapag tumaas ang dami ng produksyon at naging kaakit-akit ang die casting para sa pagbabawas ng gastos, ang tanong kung pananatilihin ang 6061 ay nagiging isang tunay na punto ng desisyon. Ang karaniwang kinalabasan ay isang paglipat sa isang mas katugmang die casting alloy, ngunit ang lohika ay sulit na suriin nang detalyado.
Mga Kinakailangan sa Mechanical Property
Kadalasang tinutukoy ng mga inhinyero ang 6061-T6 para sa lakas nitong makunat na humigit-kumulang 310 MPa at lakas ng ani na 276 MPa. Ang tanong ay kung ang mga pag-aari na ito ay talagang kinakailangan ng aplikasyon, o kung sila ay pinili nang konserbatibo batay sa pamilyar. Nakamit ng Die cast A380 ang isang UTS na humigit-kumulang 317 MPa, napakalapit sa 6061-T6, at isang lakas ng ani na humigit-kumulang 159 MPa. Para sa mga application kung saan ang yield strength ay ang kritikal na parameter — gaya ng structural bracket o load-bearing housings — A380 ay maaaring kulang, at ang engineer ay may dalawang opsyon: idisenyo ang geometry na may karagdagang kapal ng pader upang mabayaran, o lumipat sa heat-treatable die casting alloy tulad ng Silafont-36, na maaaring umabot sa yield strength na 2405 MPa o mas mataas pagkatapos ng T/T treatment.
Paglaban sa Kaagnasan
Ang 6061 ay kilala para sa mahusay na paglaban sa kaagnasan, lalo na sa marine at panlabas na kapaligiran. Ang A380 ay naglalaman ng mas mataas na nilalaman ng tanso (hanggang 3.5%), na nagpapababa sa resistensya ng kaagnasan nito kumpara sa 6061. Kung ang isang bahagi ay kailangang lumaban sa spray ng asin o gamitin sa isang kapaligiran sa baybayin na walang patong, ang A380 ay maaaring mangailangan ng paggamot sa ibabaw. Ang A360 ay isang lower-copper alternative die casting alloy na nagbibigay ng mas mahusay na corrosion resistance, at madalas itong tinutukoy kapag ang anodizing o chromate conversion coatings ay bahagi ng proseso.
Anodizing at Surface Finishing
Ang 6061 ay nag-anodize nang mahusay. Ang mababang bakal, mababang tanso na komposisyon ay gumagawa ng malinaw, pare-parehong anodic oxide layer. Ang mga die casting alloy, lalo na ang mga may mataas na silicon content, ay hindi nag-anodize — ang mga particle ng silicon ay nananatiling hindi na-anodize at lumilitaw bilang dark gray o black specks sa layer ng oxide, na ginagawang halos imposible ang dekorasyong maliwanag na anodizing. Kung ang bahagi ay nangangailangan ng malinaw o may kulay na anodizing para sa aesthetic na mga kadahilanan, ang die casting ay ang maling proseso anuman ang haluang metal. Ang sand casting o gravity permanent mold casting na may 6061 o mga katulad na wrought-composition alloy, na sinusundan ng T6 treatment, ay ang mas magandang daanan para sa anodized parts sa katamtamang dami.
Machinability
Ang 6061 ay isang kasiyahan sa makina. Gumagawa ito ng malinis na chips, may mahigpit na tolerance, at tumatanggap ng threading at pag-tap nang maayos. Ang mga die casting alloy ay karaniwang mas mahirap sa mga tool sa paggupit dahil sa kanilang abrasive na nilalaman ng silikon, kahit na ang A380 ay nananatiling medyo machinable ayon sa mga pamantayan ng die cast. Kung kinakailangan ang makabuluhang post-machining pagkatapos ng cast — halimbawa, precision bore hole, sinulid na pagsingit, o mahigpit na flatness tolerance — kailangan itong isama sa kabuuang paghahambing ng gastos sa proseso sa pagitan ng die casting na may A380 at mga alternatibong proseso gamit ang 6061.
Mga Alternatibong Proseso sa Paggawa para sa 6061 Aluminum
Dahil hindi angkop ang 6061 para sa die casting, dapat isaalang-alang ng mga inhinyero na nangangailangan ng mga materyal na katangian ng 6061 ang mga sumusunod na proseso ng pagmamanupaktura, bawat isa ay may sarili nitong trade-off sa mga tuntunin ng kakayahan sa geometry, surface finish, gastos, at scalability ng volume.
CNC Machining mula sa Billet o Extrusion
Para sa mababa hanggang katamtamang dami — karaniwang wala pang 1,000 bahagi bawat taon — ang machining 6061 billet o extrusion stock ay kadalasang ang pinaka-cost-effective na diskarte. 6061 na makina sa mataas na bilis na may mahusay na buhay ng tool. Ang isang karampatang tindahan ng CNC ay maaaring magkaroon ng mga tolerance na ±0.025 mm (±0.001 in) nang regular. Ang limitasyon ay materyal na basura (buy-to-fly ratios ay maaaring mataas para sa mga kumplikadong bahagi) at cycle time para sa masalimuot na geometries. Para sa mataas na dami ng produksyon, ang per-part cost ng machining ay mabilis na lumampas sa casting.
Paghahagis ng Buhangin at Permanent Mould Casting
Ang 6061 ay maaaring maging sand cast o gravity-fed sa permanenteng molde. Ang mga prosesong ito ay nagsasangkot ng mas mababang presyon ng iniksyon kaysa sa die casting, na nagbibigay ng oras ng haluang metal upang punan ang amag. Ang paghahagis ng buhangin 6061 ay isinasagawa sa industriya ng aerospace at pagtatanggol , kung saan ang mga kinakailangan sa sertipikasyon ng materyal ay nag-uutos sa komposisyon ng haluang metal at tugon sa paggamot sa init sa halip na payagan ang pagpapalit ng isang karaniwang die casting alloy. Ang lakas ng yield ng T6-treated 6061 sand castings ay karaniwang nasa hanay na 220–260 MPa, medyo mas mababa sa wrought figure, ngunit sapat para sa maraming mga structural application. Ang mga gastos sa tooling para sa paghahagis ng buhangin ay mababa (sa ilalim ng $5,000 sa maraming kaso), ginagawa itong mabubuhay sa mga volume mula sa isang prototype hanggang sa ilang libong bahagi bawat taon.
Pagpapanday
Ang 6061 ay isa sa mga pinakakaraniwang huwad na aluminyo na haluang metal. Inihanay ng forging ang istraktura ng butil sa mga linya ng stress ng bahagi, na gumagawa ng mga mekanikal na katangian na lumalampas sa parehong cast at machined na mga bahagi. Ang forged 6061-T6 ay maaaring makamit ang tensile strengths ng 330–350 MPa at lakas ng yield na 295–310 MPa — makabuluhang mas mataas kaysa sa karaniwang detalye ng wrought plate. Ang mga bahagi ng istruktura ng aerospace, mga bahagi ng bisikleta, at mga bahagi ng suspensyon ng sasakyan ay madalas na pineke mula sa 6061. Ang downside ay ang pag-forging ng mga dies ay mahal (kadalasan ay $20,000–$80,000 bawat set ng die) at ang proseso ay pinakaangkop para sa mga bahagi na may medyo simpleng geometry at walang mga undercut.
Extrusion
Ang extrusion ay masasabing katutubong proseso ng 6061. Ang haluang metal ay dumadaloy sa isang die upang makagawa ng mahaba, pare-pareho ang mga profile ng cross-section sa mataas na bilis. Ang extrusion dies ay nagkakahalaga ng $500–$3,000 para sa mga simpleng profile, na ginagawang naa-access ang prosesong ito kahit na sa mababang volume. Ang mga kumplikadong cross-section na may mga guwang na silid ay makakamit. Ang mga pangalawang operasyon tulad ng paglalagari hanggang sa haba, pagsuntok, pagbabarena, at pagyuko ay nagiging extruded 6061 sa mga natapos na bahagi ng istruktura. Ang hadlang ay ang cross-section ay dapat na pare-pareho sa haba - ang extrusion ay hindi makakagawa ng three-dimensional complexity na naabot ng die casting.
Thixocasting at Rheocasting (Semi-Solid Prosesoing)
Ang pagproseso ng semi-solid metal (SSM) ay isang angkop na lugar ngunit may-katuturang opsyon. Sa thixocasting, ang isang espesyal na inihandang billet na 6061 na may thixotropic microstructure ay pinainit sa semi-solid na hanay at ini-inject sa isang die. Dahil ang materyal ay bahagyang solid, ito ay dumadaloy nang mas predictably, na may mas kaunting turbulence at mas kaunting porosity kaysa sa conventional die casting. Ang mga pag-aaral sa pananaliksik ay nagpakita na Ang thixocast 6061-T6 ay maaaring makamit ang tensile strengths na 280–310 MPa , napakalapit sa wrought benchmark. Ang limitasyon ay gastos: ang proseso ng paghahanda ng billet (mga pamamaraan ng SIMA o MHD) ay nagdaragdag ng gastos, at ang window ng proseso ay makitid, na nangangailangan ng mahigpit na kontrol sa temperatura. Ang pagpoproseso ng SSM ng 6061 ay ginagamit sa mga bahagi ng automotive at aerospace kung saan ang pagganap ng mekanikal at kumplikadong geometry ay dapat magkasabay, ngunit hindi ito isang pangunahing proseso ng produksyon.
High-Pressure Die Casting vs. Low-Pressure at Gravity na Proseso: Epekto sa 6061 Viability
Ito ay nagkakahalaga ng pagkilala sa pagitan ng iba't ibang mga pamilya ng proseso ng paghahagis, dahil ang mga hamon sa 6061 ay malaki ang pagkakaiba-iba depende sa presyon at bilis ng pagpuno.
- High-pressure die casting (HPDC) : Mga presyon ng iniksyon na 10,000–30,000 psi, mga oras ng pagpuno ng 10–100 ms. Ang 6061 ay ganap na hindi angkop. Ang kumbinasyon ng mababang pagkalikido, pagkamaramdamin sa mainit na pag-crack, at paghihinang ng die ay ginagawang imposible ang maaasahang produksyon sa komersyal na sukat.
- Low-pressure die casting (LPDC) : Mga presyon ng 5–15 psi (0.03–0.1 MPa), mas mabagal na mga rate ng pagpuno. Mas maganda ang 6061 pamasahe dito. Ginagamit ang LPDC para sa pagmamanupaktura ng gulong at ilang structural automotive castings. Ang mas mabagal na pagpuno ay binabawasan ang kaguluhan at nagbibigay-daan sa ilang mga haluang metal na may mas mababang pagkalikido na gumanap nang katanggap-tanggap. Ang 6061 ay maaaring maging low-pressure cast na may wastong pamamahala ng temperatura, kahit na nangangailangan ito ng maingat na kontrol sa proseso.
- Gravity permanenteng amag (GPM / chill casting) : Walang inilapat na presyon; ang metal ay napupuno ng gravity. Ito ang pinakamapagpapatawad na proseso ng paghahagis para sa 6061 sa mga tuntunin ng pagkakatugma ng haluang metal. Ang mga GPM casting sa 6061 ay maaaring mapagkakatiwalaang T6 heat treated at makamit ang mga kapaki-pakinabang na katangian ng istruktura. Ang surface finish at dimensional consistency ay mas mababa kaysa sa HPDC, ngunit ang proseso ay mas naa-access para sa haluang ito.
- Vacuum-assisted die casting : Isang variant ng HPDC kung saan ang isang vacuum ay iginuhit sa die cavity bago iniksyon upang mabawasan ang porosity. Bagama't pinapabuti ng tulong sa vacuum ang densidad ng bahagi at nagbibigay-daan sa paggamot sa init sa mga karaniwang die casting alloy, hindi nito nireresolba ang mga pangunahing isyu sa pagkalikido o mainit na pag-crack na nauugnay sa 6061 sa isang konteksto ng HPDC.
Ang praktikal na takeaway ay kung ang die casting ay partikular na nangangahulugan ng HPDC — na ginagawa nito sa karamihan ng mga pang-industriyang pag-uusap — kung gayon ang 6061 ay dapat na iwasan. Kung ang mga prosesong low-pressure o gravity ay nasa saklaw, ang 6061 ay magiging isang praktikal na opsyon, lalo na para sa mga structural parts na nangangailangan ng T6 heat treatment.
Paghahambing ng Gastos: Die Casting na may A380 kumpara sa Mga Alternatibong Proseso na may 6061
Ang gastos ay isa sa mga pinakakaraniwang driver sa likod ng tanong kung die cast 6061 — kadalasan, gusto ng isang taga-disenyo ang mga materyal na katangian ng 6061 ngunit ang per-part economics ng die casting. Ang sumusunod na paghahambing ay gumagamit ng isang kinatawan na bahagi ng istruktura ng pabahay na may katamtamang pagiging kumplikado bilang isang sanggunian.
| Process | Alloy | Gastos sa Tooling (Tinatayang) | Bawat Bahagi na Gastos sa 10k/yr | Heat Treatment Posible? |
|---|---|---|---|---|
| HPDC | A380 | $30,000–$100,000 | $2–$8 | Limitado (panganib sa porosity) |
| HPDC (istruktura) | Silafont-36 | $30,000–$100,000 | $3–$10 | Oo (tinulungan ng vacuum) |
| Gravity Perm. magkaroon ng amag | 6061 | $5,000–$20,000 | $8–$20 | Oo (T6 matamo) |
| Sand Casting | 6061 | $1,000–$8,000 | $15–$40 | Oo (T6 matamo) |
| CNC Machining | 6061 billet | $0–$5,000 (fixturing) | $20–$80 | Oo (pre-treated stock) |
Ipinapakita ng data na ang HPDC na may A380 o isang structural die casting alloy ay naghahatid ng pinakamababang halaga sa bawat bahagi sa matataas na volume, ngunit nangangailangan ito ng pagtanggap ng materyal na hindi 6061. Kung ang 6061 ay talagang kinakailangan — halimbawa, dahil sa mga detalye ng aerospace na materyal o partikular na mga kinakailangan sa sertipikasyon ng kaagnasan — kung gayon ang gravity casting o machining ay ang mas mataas na halaga sa pagpapalit ng gravity para sa mas matataas na paraan ng paghahagis sa bawat machining na bahagi, ang mas mataas na gastos sa pagpapalit ng mga alloy sa bahagyang gastos.
Mga Umuusbong na Alternatibo: Wrought-Composition Die Casting Alloys
Hindi binalewala ng industriya ang pangangailangan para sa die cast aluminum na may mga ari-arian na mas malapit sa 6061. Ang ilang mga developer ng alloy at mga espesyalista sa pandayan ay nagpakilala ng mga haluang metal na idinisenyo upang tulay ang agwat sa pagitan ng mga karaniwang die casting alloy at mga komposisyon ng wrought-series. Mahalagang malaman ang mga ito para sa mga inhinyero na sinusuri ang kanilang mga opsyon.
Castasil-37 (Al-Si-Mg, Mababang Bakal)
Binuo ng Rheinfelden Alloys, ang Castasil-37 ay naglalaman ng humigit-kumulang 9–11% na silikon na may napakababang bakal (sa ibaba 0.15%) at kontroladong magnesiyo. Ang mababang nilalaman ng bakal nito ay kapansin-pansing binabawasan ang pagkahilig sa paghihinang ng mamatay kumpara sa mga karaniwang haluang metal, at ang haluang metal ay maaaring die cast upang makagawa ng manipis, kumplikadong mga seksyon. Hindi ito tumutugma sa buong tugon sa paggamot sa init ng 6061, ngunit ang mga katangian ng as-cast nito ay mapagkumpitensya sa maraming mga application na kung hindi man ay isasaalang-alang ang 6061.
Aural-2 at Aural-5
Ito ang mga pangunahing aluminyo na haluang metal na partikular na binuo para sa mga high-integrity structural die castings, partikular sa sektor ng automotive kung saan ang pagganap ng pag-crash ay nangangailangan ng parehong mataas na lakas at mataas na ductility. Nakakamit ng Aural-2 ang mga halaga ng pagpahaba na 10–15% sa kondisyong T7 , na maihahambing sa 6061-T6. Ang mga alloy na ito ay maaaring die cast gamit ang vacuum-assisted HPDC at pagkatapos ay i-heat treated nang walang makabuluhang blistering, na kumakatawan sa pinakamalapit na available na approximation sa 6061 property sa isang die cast form.
Hpdc-Optimized 6xxx-Series Alloys (Yugto ng Pananaliksik)
Ang mga grupong pang-akademiko at pang-industriya na pananaliksik ay bumubuo ng binagong 6xxx-series na mga haluang metal na may nakataas na mga karagdagan ng silikon na nilalayon upang mapabuti ang pagganap ng die casting habang pinapanatili ang ilan sa tugon na nagpapatigas sa edad. Ang mga ito ay hindi pa komersyal na itinatag sa sukat, ngunit ang mga resulta ng pilot production na inilathala sa mga journal tulad ng Journal of Materials Processing Technology ay nagmumungkahi na ang mga haluang metal na may 3–5% Si at balanseng Mg na mga karagdagan ay maaaring makamit ang mga tensile strength na 280–300 MPa pagkatapos ng T5 treatment mula sa HPDC. Ito ay nananatiling isang aktibong lugar ng pag-unlad sa halip na isang handa na opsyon sa produksyon.
Gabay sa Praktikal na Desisyon: Pagpili sa Pagitan ng 6061 at Die Casting Alloys
Ang sumusunod na balangkas ng desisyon ay nilayon upang matulungan ang mga inhinyero at taga-disenyo ng produkto na mabilis na matukoy ang tamang landas para sa kanilang partikular na sitwasyon.
- Kung ang iyong taunang dami ay lumampas 5,000 bahagi at ang pagiging kumplikado ng geometry ay mataas, ang die casting na may A380 o isang structural alloy ay halos tiyak na tamang proseso — muling suriin kung ang 6061 na mga katangian ay talagang kinakailangan o pamilyar lang.
- Kung kailangan ang decorative anodizing para sa natapos na bahagi, ang die casting ay ganap na maling proseso. Gumamit ng extrusion o machined 6061 na may naaangkop na surface treatment.
- Kung kailangan ng yield strength na higit sa 200 MPa mula sa cast part, suriin ang vacuum-assisted HPDC na may Silafont-36 o Aural-2 bago gumamit ng gravity casting process na may 6061.
- Kung ang detalye ng haluang metal ay naayos ng isang customer, regulatory body, o aerospace standard na binabanggit ang 6061, huwag palitan. Gumamit ng gravity casting, sand casting, o forging.
- Kung ang volume ay mas mababa sa 1,000 bahagi bawat taon at pinapayagan ng geometry, ang CNC machining mula sa 6061-T6 na stock ay magbibigay ng pinakamahusay na mekanikal na katangian na may pinakamababang pamumuhunan sa tooling.
- Kung ang pagtitipid sa timbang at kahusayan sa istruktura ang pangunahing mga driver, isaalang-alang kung ang forged 6061 ay makatwiran — ang mga forging ay maaaring magpababa ng bahagi ng timbang ng 15–30% kumpara sa isang katumbas na bahagi ng cast dahil ang superior strength-to-weight ratio ay nagbibigay-daan sa mas manipis na mga seksyon.
Walang iisang sagot ang akma sa bawat produkto. Ngunit ang pare-parehong pinagkasunduan sa industriya ay malinaw: huwag subukan ang high-pressure die casting na may 6061 aluminum kung maaasahan, kalidad ng produksyon na mga resulta ang layunin. Ang hindi pagkakatugma ng metalurhiko sa pagitan ng komposisyon ng 6061 at ang mga hinihingi ng proseso ng die casting ay hindi isang hamon sa engineering na dapat lampasan sa pamamagitan ng pag-optimize ng proseso — isa itong pangunahing isyu sa pagpili ng materyal na pinakamahusay na naresolba sa pamamagitan ng pagpili ng tamang haluang metal para sa tamang proseso mula sa simula.