Ang Dalawang Pangunahing Paraan ng Die Casting: Mainit na Kamara at Malamig na Kamara
Ang dalawang pangunahing paraan ng die casting ay hot chamber die casting at malamig na silid die casting . Ang dalawang prosesong ito ay nagbabahagi ng parehong pangunahing layunin - pilitin ang tinunaw na metal sa isang tumigas na bakal na mamatay sa ilalim ng mataas na presyon upang makabuo ng tumpak, nauulit na mga bahagi - ngunit malaki ang pagkakaiba ng mga ito sa kung paano natutunaw, pinangangasiwaan, at naturok ang metal. Ang pagpili sa maling paraan para sa iyong alloy o bahaging geometry ay maaaring magresulta sa mahinang pagpuno, labis na porosity, napaaga na pagkasira, at magastos na halaga ng scrap. Ang pag-unawa sa kung ano ang naghihiwalay sa dalawang pamamaraang ito ay ang panimulang punto para sa anumang seryosong desisyon sa die casting.
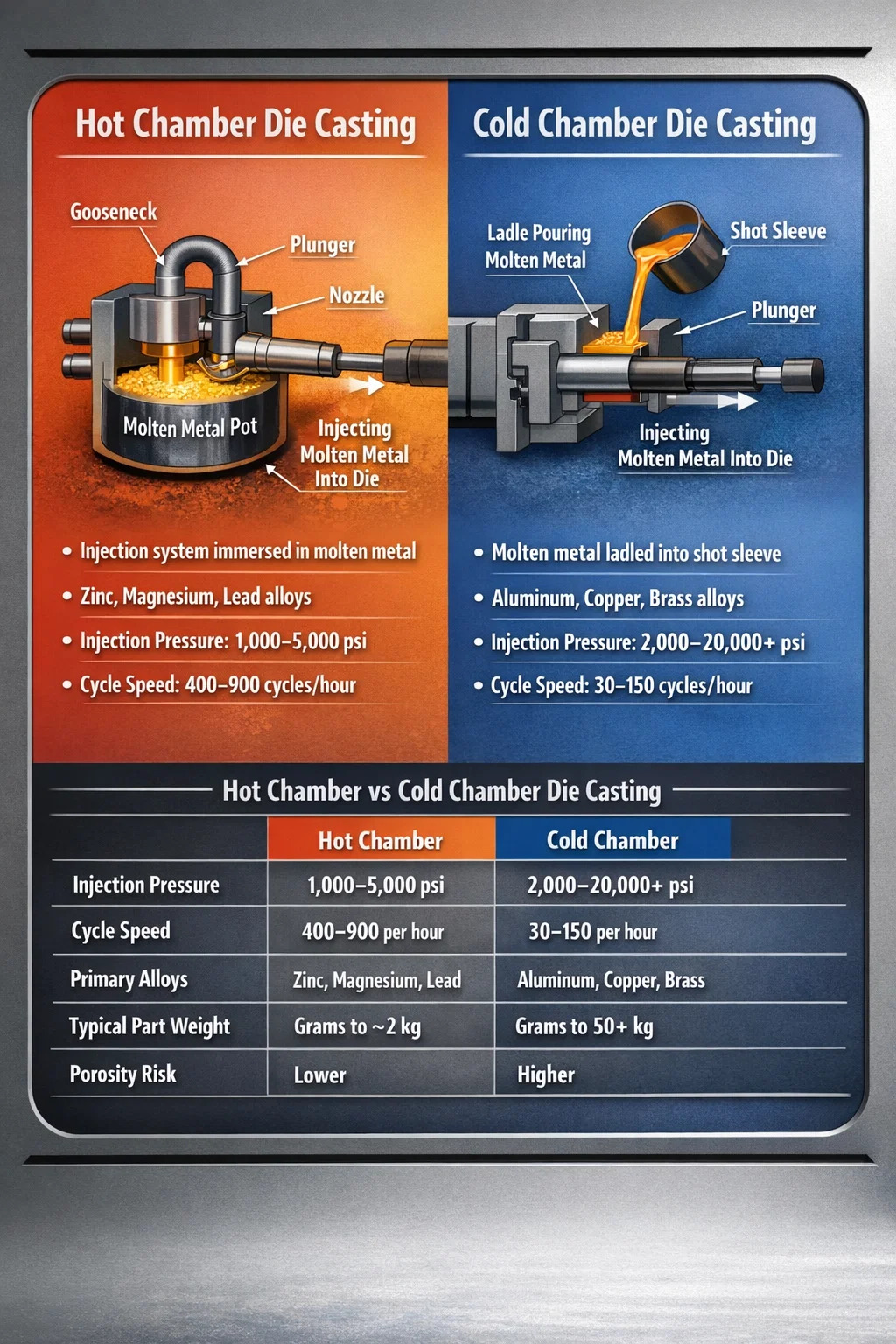
Sa mainit na silid die casting , ang mekanismo ng pag-iniksyon ay direktang nakalubog sa tunaw na metal na paliguan. Awtomatikong kinukuha ng makina ang metal sa silindro at itinuturok ito sa die sa tuluy-tuloy at mabilis na ikot. Sa cold chamber die casting, ang metal ay natutunaw sa isang hiwalay na furnace at pagkatapos ay isinasa - manu-mano o awtomatiko - sa isang shot sleeve bago ang bawat ikot ng iniksyon. Ang bawat pamamaraan ay may mga partikular na haluang metal na pinangangasiwaan nito nang maayos, mga partikular na saklaw ng presyon na pinapatakbo nito sa loob, at mga partikular na dami ng produksyon kung saan ito ay may katuturan sa ekonomiya.
Hot Chamber Die Casting: Paano Gumagana ang Proseso
Ang hot chamber die casting — minsan tinatawag na gooseneck casting — ay nagpapanatili sa sistema ng pag-iniksyon na permanenteng nakalubog sa isang palayok ng tinunaw na metal. Ang mga pangunahing bahagi ay isang hugis-gooseneck na metal channel, isang plunger, at isang nozzle na direktang nakaupo sa ibabaw ng die. Kapag binawi ang plunger, ang tinunaw na metal ay dumadaloy sa isang port papunta sa gooseneck. Kapag umusad ang plunger, tinatakpan nito ang port at pinipilit ang metal sa pamamagitan ng nozzle at papunta sa die cavity sa mga presyon na karaniwang mula sa 1,000 hanggang 5,000 psi (7 hanggang 35 MPa) .
Dahil ang metal ay hindi kailanman umaalis sa heated system sa pagitan ng mga shot, ang cycle ay napakabilis. Ang mga hot chamber machine ay regular na nakakamit 400 hanggang 900 cycle kada oras para sa maliliit na bahagi, na ginagawang angkop ang mga ito para sa mataas na dami ng produksyon ng mga bahagi tulad ng mga de-koryenteng connector, carburetor housing, lock hardware, at mga bahagi ng laruan. Ang pag-aalis ng hiwalay na ladling step ay binabawasan ang parehong cycle time at ang panganib ng pagkakaiba-iba ng temperatura sa pagitan ng mga shot.
Mga Alloy na Tugma sa Hot Chamber Casting
Ang hot chamber die casting ay limitado sa mga low-melting-point na haluang metal na hindi umaatake o nakakatunaw sa mga bahagi ng bakal at bakal ng sistema ng pag-iniksyon. Ang pinakakaraniwang materyales ay:
- Zinc alloys (Zamak 2, 3, 5, 7) — sa ngayon ang pinakamalawak na ginagamit, na may mga punto ng pagkatunaw sa paligid ng 380–420°C
- Magnesium alloys (AZ91D, AM60) — lalong ginagamit sa mga hot chamber system na may mga espesyal na disenyo ng makina
- Mga haluang metal ng tingga at lata — ginagamit sa mga espesyal na paggamit ng mababang dami
Ang aluminyo, tanso, at tanso ay hindi maaaring iproseso sa mga hot chamber machine. Ang kanilang mas mataas na temperatura ng pagkatunaw — ang aluminyo ay natutunaw sa paligid ng 660°C, ang tanso sa paligid ng 900°C — ay mabilis na matutunaw ang mga sangkap na nakabatay sa bakal ng gooseneck at plunger, na sisira sa makina at nakontamina ang natutunaw sa loob ng ilang oras ng operasyon.
Tonela ng Makina at Sukat ng Bahagi sa Mga Operasyon ng Hot Chamber
Ang mga hot chamber machine ay karaniwang magagamit sa clamping forces mula sa sa ilalim ng 5 tonelada hanggang sa humigit-kumulang 900 tonelada , kahit na ang karamihan ng trabaho sa mainit na silid ay ginagawa sa mga makina sa hanay na 5 hanggang 400 tonelada. Ang mga bigat ng bahagi para sa mga zinc casting ay karaniwang tumatakbo mula sa ilang gramo hanggang sa humigit-kumulang 2 kg, kahit na ang mas mabibigat na bahagi ay posible sa mas malalaking makina. Ang maninipis na pader na maaabot gamit ang zinc — regular na bumababa sa 0.5 mm sa precision tooling — ginagawang hot chamber casting ang go-to na proseso para sa miniaturized, detalyadong mga bahagi.
Cold Chamber Die Casting: Paano Gumagana ang Proseso
Ang cold chamber die casting ay ganap na naghihiwalay sa melting furnace mula sa injection system. Ang metal ay natutunaw sa isang panlabas na holding furnace, pagkatapos ay inilipat — sa pamamagitan ng manu-manong sandok, awtomatikong sandok, o electromagnetic pump — sa isang pahalang o patayong shot sleeve. Kapag ang tamang dami ng metal ay nasa manggas, ang injection plunger ay umuusad at pinipilit ang metal sa die sa mga presyon na higit na mas mataas kaysa sa mainit na kagamitan sa silid: karaniwang 2,000 hanggang 20,000 psi (14 hanggang 140 MPa) , na may ilang high-pressure na operasyon na lumalampas sa hanay na iyon para sa manipis na pader na mga bahagi ng aluminyo.
Ang paghihiwalay ng furnace mula sa makina ay nangangahulugan na ang mga bahagi ng iniksyon ay hindi patuloy na nakalantad sa tinunaw na metal. Ang mga ito ay nakalantad lamang sa maikling sandali ng pagbaril, na nagpapahintulot sa paggamit ng mga metal na sisira sa isang mainit na sistema ng silid. Ang trade-off ay isang mas mabagal na cycle ng oras — karamihan sa mga cold chamber operation ay tumatakbo sa 30 hanggang 150 shot kada oras depende sa bigat ng bahagi, kapal ng pader, at haluang metal — at mga karagdagang hakbang sa proseso na maaaring magpakilala ng pagkakaiba-iba ng temperatura kung hindi maingat na kinokontrol.
Mga Alloy na Ginamit sa Cold Chamber Die Casting
Ang cold chamber die casting ay humahawak ng malawak na hanay ng mga haluang metal na may mas mataas na temperatura ng pagkatunaw, kabilang ang:
- Mga haluang metal (A380, A383, A360, ADC12) — ang nangingibabaw na materyal sa trabaho ng malamig na silid, na ginagamit sa automotive, aerospace, at consumer electronics
- Mga haluang tanso at tanso — ginagamit para sa mga bahagi ng pagtutubero, mga electrical connector, at marine hardware kung saan mahalaga ang paglaban sa kaagnasan at lakas
- Magnesium alloys (AZ91D, AM50) — lalong nagiging karaniwan sa malamig na silid para sa malalaking bahagi ng istruktura, kahit na ang magnesium ay napoproseso din sa mga sistema ng mainit na silid.
- Silicon tombac at mga espesyal na copper-base alloy — ginagamit sa mga niche precision application
Ang aluminyo haluang metal A380 ay ang nag-iisang pinaka-tinatanggap na ginagamit na die casting alloy sa mundo, at halos lahat ng ito ay pinoproseso sa pamamagitan ng mga cold chamber machine. Nag-aalok ito ng mahusay na kumbinasyon ng castability, mechanical strength (tensile strength na humigit-kumulang 317 MPa), corrosion resistance, at gastos, kaya naman nangingibabaw ito sa automotive structural casting, heat sinks, at motor housings.
Tonela ng Makina at Sukat ng Bahagi
Ang mga cold chamber machine ay mas malaki kaysa sa hot chamber equipment. Ang mga puwersa ng pag-clamping ay mula sa paligid 150 tonelada hanggang 6,000 tonelada o higit pa para sa mga mega-casting machine na ginagamit na ngayon sa automotive gigacasting applications. Ang isang 4,000-toneladang cold chamber press na ginagamit ng isang automotive manufacturer ay maaaring gumawa ng kumpletong rear underbody section ng isang sasakyan — isang solong aluminum casting na pumapalit sa mahigit 70 naselyohang at welded steel parts — sa isang shot. Pinasikat ni Tesla ang diskarteng ito gamit ang teknolohiyang Giga Press nito, at ang diskarte ay mula noon ay pinagtibay ng maraming OEM sa buong mundo.
Direktang Paghahambing: Hot Chamber vs Cold Chamber Die Casting
Ang talahanayan sa ibaba ay nagbubuod sa mga kritikal na pagkakaiba sa pagitan ng dalawang pamamaraan ng die casting sa mga parameter na pinakamahalaga sa pagpaplano ng produksyon:
| Parameter | Hot Chamber | Cold Chamber |
|---|---|---|
| Presyon ng iniksyon | 1,000–5,000 psi | 2,000–20,000 psi |
| Bilis ng cycle | 400–900 cycle/oras | 30–150 cycle/oras |
| Pangunahing haluang metal | Sink, magnesiyo, tingga | Aluminyo, tanso, tanso, magnesiyo |
| Saklaw ng tonelada ng makina | 5–900 tonelada | 150–6,000 tonelada |
| Pagkakalantad sa temperatura ng metal sa makina | tuloy-tuloy | Per-shot lang |
| Karaniwang bigat ng bahagi | Gram hanggang ~2 kg | Gram hanggang 50 kg |
| Panganib sa porosity | Mas mababa (mas kaunting pagkakataon sa air entrainment) | Mas mataas (nangangailangan ng maingat na kontrol sa profile ng shot) |
| Gastos sa kagamitan | Mas mababa hanggang katamtaman | Katamtaman hanggang mataas |
Mga Pagsasaalang-alang sa Die Design na Magkaiba sa pagitan ng Dalawang Paraan
Ang mismong die — ang pinatigas na H13 tool steel mold kung saan ipinipilit ang tinunaw na metal — ay magkapareho sa konsepto sa parehong mga proseso, ngunit ang mga kinakailangan sa engineering ay naiiba batay sa mga pressure na kasangkot at ang mga thermal load na inilapat.
Disenyo ng Gate at Runner System
Sa mainit na silid dies, the sprue connects directly to the machine nozzle. Runner and gate systems for zinc casting are typically short and direct because the lower viscosity of molten zinc at typical casting temperatures (around 420°C) allows it to fill thin sections easily. Gate velocities in hot chamber zinc casting often range from 30 hanggang 50 m/s .
Ang cold chamber dies para sa aluminum ay nangangailangan ng maingat na runner geometry upang pamahalaan ang mas mataas na lagkit ng aluminum sa casting temperature at ang panganib ng napaaga na solidification sa panahon ng fill. Karaniwang tinatarget ang mga bilis ng gate para sa aluminum 40 hanggang 60 m/s , at ang shot profile — slow phase, fast phase, at intensification pressure — ay dapat na tumpak na naka-program upang maiwasan ang magulong pagpuno, na siyang pangunahing driver ng porosity sa aluminum castings.
Thermal Management at Die Life
Ang parehong uri ng dies ay umaasa sa panloob na tubig o oil cooling channels upang pamahalaan ang init, ngunit ang cold chamber aluminum dies ay nahaharap sa mas mataas na thermal shock dahil sa mas malaking pagkakaiba ng temperatura sa pagitan ng aluminum melt (~680°C sa casting) at ang die surface temperature (karaniwang pinapanatili sa 180–260°C). Ang thermal cycling na ito ang pangunahing driver ng heat checking — ang network ng mga pinong bitak sa ibabaw na kalaunan ay nagpapababa sa kalidad ng ibabaw ng mamatay. Ang cold chamber H13 dies para sa aluminum ay karaniwang may buhay ng serbisyo ng 100,000 hanggang 300,000 shot , habang ang hot chamber zinc dies ay maaaring tumakbo sa 1 milyong shot o higit pa bago mangailangan ng makabuluhang rework.
Porosity: Ang Pangunahing Hamon sa Kalidad sa Parehong Paraan
Ang porosity — mga void sa loob ng casting na dulot ng trapped gas o shrinkage — ay ang nangingibabaw na depekto sa die casting anuman ang paraan na ginagamit, ngunit ang mga sanhi at solusyon nito ay naiiba sa pagitan ng mainit at malamig na mga proseso ng chamber.
Sa mainit na silid die casting, the primary porosity risk comes from gas dissolved in the zinc melt and from lubricant residue in the die cavity. Because the injection system is closed and metal is fed continuously from a temperature-controlled pot, there is less opportunity for air entrainment during the shot compared to cold chamber. Maintaining proper pot temperature — typically within ±5°C of the target — and using quality alloys with controlled impurity levels (iron below 0.1% in Zamak 3, for example) keeps porosity manageable.
Sa cold chamber die casting, ang open shot sleeve ay ang pangunahing pinagmumulan ng air entrainment. Habang umuusad ang plunger, dapat itong itulak sa unahan ng metal ang isang slug ng hangin na nakapaloob sa manggas. Wastong slow-shot na bilis - karaniwan 0.1 hanggang 0.5 m/s sa unang yugto — nagbibigay-daan sa isang alon ng metal na mabuo at itulak ang hangin sa unahan sa mga overflow na balon at mga lagusan bago magsimula ang fast-shot injection. Maaaring magresulta sa 10 hanggang 20% na mas mataas na antas ng porosity sa natapos na bahagi ang pagkakuha ng mali sa transition point na ito ng kahit ilang millimeters ng plunger travel. Ang vacuum-assisted die casting, na lumilisan sa die cavity at shot sleeve bago ang iniksyon, ay maaaring mabawasan ang porosity sa cold chamber aluminum parts sa mga antas na nagbibigay-daan sa heat treatment at structural welding — hindi posible ang mga kakayahan sa mga conventionally cast aluminum die castings.
Kailan Pumili ng Hot Chamber Die Casting
Ang hot chamber die casting ay ang tamang pagpipilian kapag nalalapat ang mga sumusunod na kondisyon:
- Ang bahaging materyal ay zinc, magnesium, o isa pang low-melting-point alloy na tugma sa sistema ng gooseneck
- Ang dami ng produksyon ay mataas — sa pangkalahatan ay higit sa 50,000 hanggang 100,000 na bahagi taun-taon upang bigyang-katwiran ang pamumuhunan sa tooling
- Medyo mababa ang bigat ng bahagi, karaniwang wala pang 1 hanggang 2 kg para sa zinc
- Kritikal ang dimensional na katumpakan — ang zinc die casting ay regular na nakakamit ang mga tolerance na ±0.05 mm sa mga kritikal na feature nang walang pangalawang machining
- Kinakailangan ang mga manipis na pader — ang zinc ay maaaring i-cast sa mga kapal ng pader na wala pang 0.5 mm sa na-optimize na tooling
- Priyoridad ang kalidad ng surface finish — ang zinc castings ay may mahusay na as-cast surface na angkop para sa direktang paglalagay o pagpipinta nang walang malawakang paghahanda
Kasama sa mga karaniwang industriya na gumagamit ng hot chamber die casting ang consumer electronics (mga connector, bracket, hinges), automotive (lock body, fuel system component, sensor housings), hardware (door handles, furniture fittings), at mga laruan at bagong bagay.
Kailan Pumili ng Cold Chamber Die Casting
Ang cold chamber die casting ay ang naaangkop na proseso kapag:
- Ang haluang metal ay aluminyo, tanso, tanso, o isang high-melting-point na materyal na hindi tugma sa mga kagamitan sa mainit na silid.
- Ang laki at bigat ng bahagi ay lumampas sa mga praktikal na limitasyon ng kagamitan sa mainit na silid
- Kinakailangan ang structural performance — ang aluminum die castings ay nag-aalok ng strength-to-weight ratios na mas mahusay kaysa sa zinc para sa load-bearing applications
- Ang paglaban sa kaagnasan sa malupit na kapaligiran ay kailangan — ang natural na oxide layer ng aluminyo ay nagbibigay ng proteksyon na ang mga zinc alloy sa ilang kapaligiran ay hindi maaaring tumugma nang walang coating
- Ang application ay nasa automotive powertrains, aerospace bracket, o pang-industriya na kagamitan kung saan ang kumbinasyon ng magaan na timbang at integridad ng istruktura ay nagbibigay-katwiran sa mas mataas na tool at gastos ng makina
Kabilang sa mga pangunahing application ng cold chamber die casting ang mga automotive transmission housing, engine blocks, electric vehicle battery enclosures, computer server chassis, hydraulic valve body, at marine outboard motor component. Ang pandaigdigang merkado ng aluminum die casting lamang ay pinahahalagahan ng higit $50 bilyon USD noong 2023 , na sumasalamin sa pangingibabaw ng cold chamber aluminum casting sa modernong pagmamanupaktura.
Istraktura ng Gastos: Tooling, Machine Time, at Per-Part Economics
Ang ekonomiya ng die casting ay lubos na nakasalalay sa kung aling paraan ang ginagamit, dahil ang dalawang proseso ay may ibang-iba na mga profile ng gastos.
Mga Gastos sa Tooling
Ang die casting tooling ay mahal anuman ang paraan, dahil ang mga dies ay dapat makatiis ng milyun-milyong pressure cycle sa isang abrasive, thermally demanding na kapaligiran. Namatay ang hot chamber zinc para sa katamtamang kumplikadong mga bahagi na karaniwang nagkakahalaga sa pagitan $15,000 at $80,000 . Ang aluminyo ng malamig na silid ay namamatay para sa maihahambing na pagiging kumplikado ay mas mahal - madalas $30,000 hanggang $150,000 o mas mataas — dahil ang mas mataas na presyon ng iniksyon ay nangangailangan ng mas matibay na die construction at mas kumplikadong cooling circuit engineering. Maaaring tumakbo ang malaking structural cold chamber para sa mga automotive application $500,000 o higit pa .
Per-Part Cost at Break-Even Volume
Dahil ang die casting ay may mataas na mga nakapirming gastos (tooling, setup) at medyo mababa ang variable na gastos sa bawat bahagi (metal, machine time, labor), ang parehong mga pamamaraan ay pinakamatipid sa mataas na volume. Ang break-even point — kung saan nagiging mas mura ang die casting kaysa sa mga alternatibo tulad ng sand casting, investment casting, o machining mula sa billet — ay nag-iiba-iba ayon sa pagiging kumplikado, ngunit karaniwang naaabot sa pagitan ng 10,000 at 50,000 bahagi para sa hot chamber zinc at 20,000 at 100,000 bahagi para sa aluminyo ng malamig na silid, depende sa laki ng bahagi at pagiging kumplikado ng tampok.
Ang gastos sa materyal ay isa pang pagkakaiba. Ang zinc alloy (Zamak 3) ay halos nagkakahalaga $2.00–$2.50 bawat kilo sa karaniwang pang-industriyang pagpepresyo ng kontrata. Ang aluminyo haluang metal A380 ay tumatakbo nang mas malapit sa $2.50–$3.50 bawat kilo , ngunit ang mas mababang density ng aluminum (2.7 g/cm³ vs zinc's 6.6 g/cm³) ay nangangahulugan na para sa isang partikular na volume ng bahagi, ang isang aluminum casting ay gumagamit ng mas kaunting metal ayon sa timbang, na bahagyang binabawasan ang pagkakaiba sa presyo.
Mga Umuusbong na Variation sa Two Core Die Casting Methods
Habang ang mainit na silid at malamig na silid ay nananatiling dalawang pangunahing pamamaraan ng die casting, maraming mga variant ng proseso ang nabuo upang matugunan ang mga partikular na limitasyon ng bawat isa.
Vacuum Die Casting
Inilapat sa parehong mga pamamaraan ngunit lalong mahalaga para sa aluminyo ng malamig na silid, ang vacuum die casting ay naglalabas ng die cavity at shot sleeve bago mag-iniksyon, na binabawasan ang porosity ng gas sa mga antas na nagbibigay-daan sa T5 at T6 heat treatment. Ginagawa nitong weldable ang mga structural aluminum casting at angkop para sa mga application na kritikal sa kaligtasan tulad ng mga istruktura ng pag-crash ng sasakyan at mga bahagi ng suspensyon. Ang mga makina ng cold chamber na tinulungan ng vacuum ay nagdaragdag ng gastos at pagiging kumplikado ngunit maaaring mabawasan ang mga rate ng scrap sa pamamagitan ng 30 hanggang 50% sa mga application na sensitibo sa porosity.
Semi-Solid Die Casting (Thixocasting at Rheocasting)
Mga proseso ng semi-solid metal casting — thixocasting at rheocasting — mag-inject ng metal sa semi-solid, parang slurry na estado sa halip na ganap na natunaw. Ito ay kapansin-pansing binabawasan ang porosity dahil ang metal ay hindi nagdadala ng dissolved gas sa parehong paraan tulad ng ganap na likidong metal, at ang non-turbulent fill pattern ay nakakakuha ng mas kaunting hangin. Ang mga semi-solid na proseso ay binuo sa paligid ng mga platform ng cold chamber machine ngunit gumagamit ng mga binagong profile ng shot at espesyal na paghahanda ng billet. Ang resulta ay ang mga paghahagis na may mga mekanikal na katangian na lumalapit sa mga huwad na bahagi. Ang mga bahagi ng Rheocast aluminum A356 ay nakakamit ng mga tensile strength sa itaas 310 MPa na may pagpahaba ng 10% o higit pa — makabuluhang mas mahusay kaysa sa maginoo cold chamber A380 castings.
Squeeze Casting
Squeeze casting — kung minsan ay nauuri bilang ikatlong kategorya ng die casting — pinagsasama ang mga prinsipyo ng die casting at forging. Ang metal ay ibinubuhos sa isang bukas na die, pagkatapos ang isang suntok ay naglalapat ng presyon ng 50 hanggang 150 MPa habang ang metal ay nagpapatigas, ganap na inaalis ang pag-urong porosity. Gumagamit ang proseso ng mga platform ng cold chamber machine at gumagawa ng mga bahagi na may near-zero porosity at mahuhusay na mekanikal na katangian, ngunit mas mabagal at mas mahal kaysa sa conventional cold chamber casting. Ginagamit ito para sa mga bahagi ng aerospace, automotive brake calipers, at iba pang mga high-stress na application.
Paano Piliin ang Tamang Paraan ng Die Casting para sa Iyong Bahagi
Ang pagpili ng tamang proseso ng die casting ay nagsisimula sa haluang metal, dahil ang haluang metal ay hindi mapag-usapan sa karamihan ng mga disenyo. Kung ang mga kinakailangan sa engineering ay nangangailangan ng aluminum — para sa timbang, lakas, o thermal performance — malamig na silid ang tanging praktikal na opsyon sa die casting. Kung ang zinc ay katanggap-tanggap o mas gusto para sa katumpakan nito, manipis na pader na kakayahan, at pagkakatugma ng plating, ang mainit na silid ay nagiging mas mabilis, mas murang ruta.
Pagkatapos ng pagpili ng haluang metal, ang mga sumusunod na tanong ay nakakatulong na paliitin ang desisyon:
- Ano ang taunang volume? Ang parehong mga pamamaraan ay nangangailangan ng dami upang maging matipid, ngunit ang malamig na silid na aluminyo ay nangangailangan ng higit na dami upang mabawi ang mas mataas na mga gastos sa tooling.
- Ano ang bigat ng bahagi at inaasahang bigat ng shot? Ang mga bahagi na higit sa 2 kg sa zinc ay hindi karaniwan; ang mga bahagi na higit sa 5 kg sa aluminyo ay maaaring mangailangan ng napakalaking cold chamber machine.
- Mayroon bang mga tampok na sensitibo sa porosity? Ang mga pressure-tight hydraulic passage o structural node na i-welded ay nangangailangan ng vacuum-assisted cold chamber o semi-solid processing.
- Anong surface finish ang kailangan? Ang zinc hot chamber castings ay tumatanggap ng electroplating nang direkta; Ang aluminum cold chamber castings ay karaniwang may powder coated, anodized, o left bare.
- Ano ang operating environment? Ang mga mataas na temperatura sa itaas 150°C ay nag-disqualify ng mga zinc alloy dahil sa pagkawala ng lakas; mahusay na gumaganap ang aluminyo sa 200–250°C depende sa haluang metal.
Ang pagsagot sa mga tanong na ito gamit ang isang die casting foundry sa yugto ng disenyo — bago gawin ang tooling — ay ang pinaka-maaasahang paraan upang makarating sa tamang proseso para sa iyong aplikasyon. Ang pagsusuri sa Design-for-manufacturing (DFM) ng isang may karanasang die casting engineer ay maaaring matukoy ang mga draft na anggulo, mga pagbabago sa kapal ng pader, at mga posisyon ng parting line na makakaapekto sa kung aling uri ng makina at paraan ng pag-iniksyon ang maghahatid ng pinakamababang rate ng scrap at ang pinakamahabang buhay ng die para sa iyong partikular na bahagi ng geometry.