Home / Balita / Balita sa industriya / Bakit Nakakatalo ang Sand Casting sa Die Casting para sa Maraming Application
Ang Maikling Sagot: Panalo ang Paghahagis ng Buhangin sa Gastos, Flexibility, at Scale
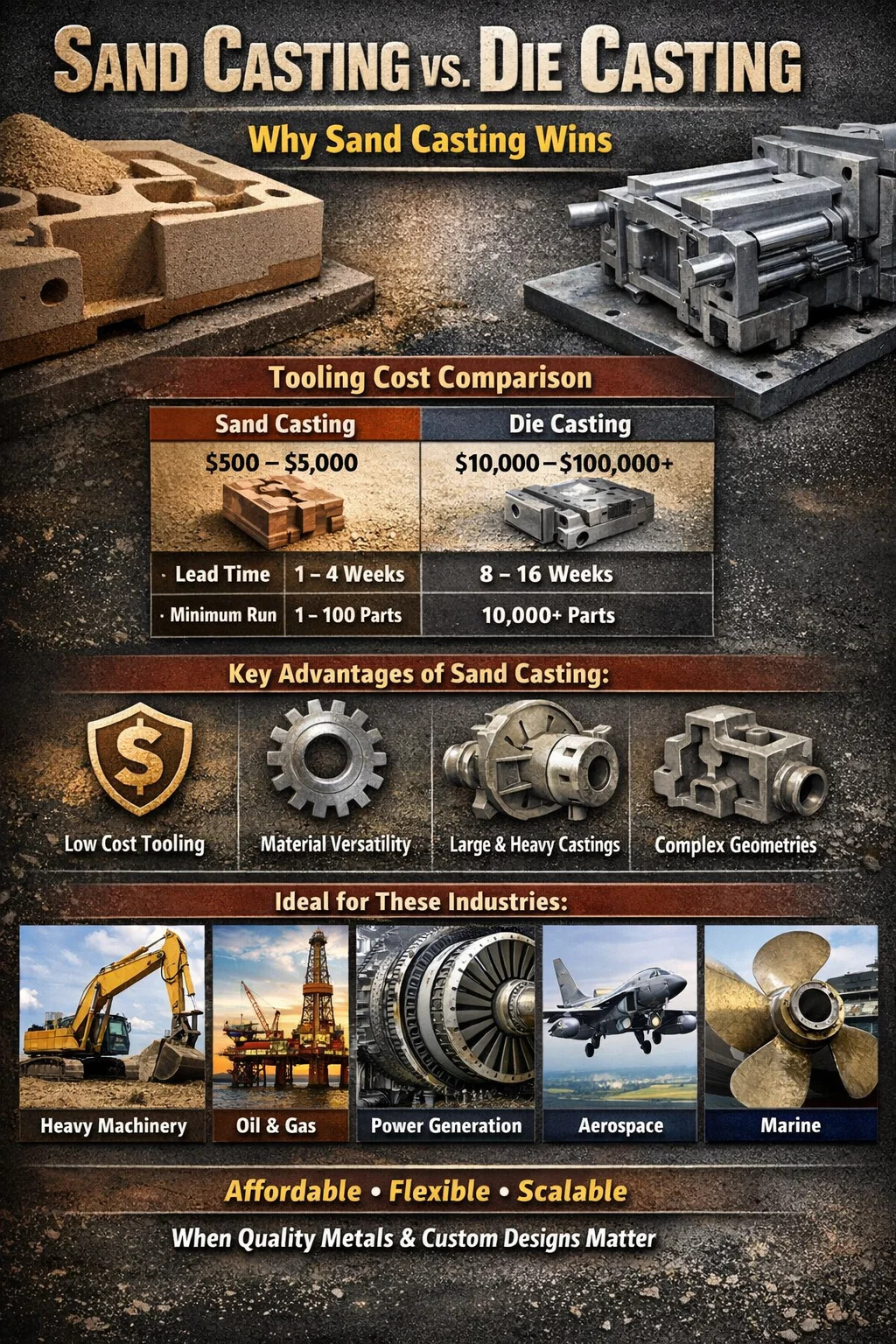
Kung pipili ka sa pagitan ng sand casting at die casting, ang desisyon ay nakasalalay sa kung ano talaga ang kailangan mo. Ang sand casting ay mas mahusay kaysa sa die casting kapag ang mga badyet ng tooling ay masikip, kapag ang mga bahagi ay malalaki o geometrically complex, kapag low-to-medium na dami ng produksyon ang nasasangkot, o kapag ang mga ferrous na metal tulad ng bakal at bakal ay dapat gamitin. Ang die casting ay mahusay sa mataas na volume na produksyon ng maliliit, manipis na pader na aluminum o zinc na mga bahagi kung saan ang surface finish at dimensional consistency ay kritikal. Ngunit para sa isang malawak na hanay ng mga pang-industriya, engineering, at prototype na aplikasyon, ang sand casting ay nananatiling mas praktikal at matipid na pagpipilian.
Ang pangunahing pagkakaiba ay nasa tooling. Ang isang die casting die ay maaaring magastos kahit saan $10,000 hanggang mahigit $100,000 , habang ang pattern ng sand casting ay karaniwang nagkakahalaga sa pagitan $500 at $5,000 . Para sa anumang kulang sa mass production na tumatakbo sa daan-daang libo, ang agwat na iyon lamang ang gumagawa ng sand casting ng mas matalinong desisyon sa pananalapi.
Gastos sa Tooling: Kung saan May Napakahusay na Pakinabang ang Sand Casting Kumpara sa Die Casting
Ang die casting ay nangangailangan ng matigas na bakal na dies na dapat makatiis ng libu-libong siklo ng pag-iniksyon sa ilalim ng matinding presyon—kadalasan sa pagitan ng 1,500 at 25,000 psi. Ang paggawa ng mga dies na ito ay nangangailangan ng precision machining, heat treatment, at malawak na pag-verify ng kalidad. Ang lead time para sa isang die casting die ay karaniwang 8 hanggang 16 na linggo , at sa sandaling mabuo, ang mga pagbabago ay mahal o imposible nang hindi binabasura ang buong tool.
Ang mga pattern ng sand casting, sa kabilang banda, ay gawa sa kahoy, dagta, o aluminyo. Ang mga ito ay mas simple sa paggawa, mas madaling baguhin, at kapansin-pansing mas mura. Kung kailangan ng pagbabago sa disenyo pagkatapos ng paunang produksyon, ang isang pattern ng sand casting ay maaaring i-rework o muling itayo sa isang fraction ng halaga ng pagpapalit ng isang die casting die.
Para sa prototype development at iterative engineering, ang pagkakaibang ito ay transformative. Ang isang team ng produkto na bumubuo ng isang pang-industriya na pump housing o isang custom na bracket ay maaaring sumubok ng tatlo o apat na disenyo ng mga iteration sa sand casting para sa parehong halaga bilang isang solong die casting die. Pinapabilis nito ang mga timeline ng pagbuo ng produkto at binabawasan ang panganib sa pananalapi sa mga unang yugto ng isang proyekto.
| Salik | Sand Casting | Die Casting |
|---|---|---|
| Karaniwang Gastos sa Tooling | $500 – $5,000 | $10,000 – $100,000 |
| Tooling Lead Time | 1 – 4 na linggo | 8 – 16 na linggo |
| Gastos sa Pagbabago ng Disenyo | Mababa | Napakataas |
| Minimum Viable Run | 1 – 100 bahagi | 10,000 bahagi |
Materyal Versatility: Buhangin Casting Gumagana Sa Metal Die Casting Hindi Mahawakan
Isa ito sa pinakamahalagang teknikal na limitasyon ng die casting na kadalasang hindi napapansin. Ang die casting ay kadalasang nakakulong sa mga non-ferrous na metal na medyo mababa ang mga melting point—pangunahin ang aluminum (melting point ~1,220°F / 660°C), zinc (~787°F / 419°C), at magnesium (~1,202°F / 650°C). Ang dahilan ay diretso: ang matinding temperatura na kinakailangan upang matunaw ang mga ferrous na metal ay sisira sa mga bakal na namatay sa maikling pagkakasunud-sunod.
Ang paghahagis ng buhangin ay walang ganoong paghihigpit. Ito ay karaniwang ginagamit sa:
- Gray na bakal at ductile iron (melting point ~2,100°F / 1,150°C)
- Carbon steel at hindi kinakalawang na asero (~2,500–2,800°F / 1,370–1,538°C)
- Mga haluang tanso at tanso (~1,750–1,980°F / 955–1,082°C)
- Nickel alloys at superalloys na ginagamit sa aerospace at mga aplikasyon ng enerhiya
- Aluminum at aluminyo haluang metal (katugma sa parehong mga proseso)
Para sa mga industriyang umaasa sa mga bahaging bakal o bakal—gaya ng mabibigat na makinarya, kagamitan sa konstruksiyon, makinarya sa agrikultura, at marine engineering—ang paghahagis ng buhangin ay hindi lamang isang kagustuhan. Ito ang tanging mabubuhay na opsyon sa paghahagis. Isaalang-alang iyan ang gray iron ay halos 70% ng lahat ng castings na ginawa sa buong mundo , at halos lahat ng volume na iyon ay ginawa sa pamamagitan ng sand casting. Ang istatistikang iyon lamang ay nagpapahiwatig kung saan tunay na nangingibabaw ang proseso.
Ang ductile iron, sa partikular, ay nag-aalok ng kumbinasyon ng tensile strength, ductility, at machinability na ginagawa itong mas gustong materyal para sa mga gears, crankshafts, hydraulic component, at structural parts. Wala sa mga application na ito ang naa-access sa pamamagitan ng die casting. Ang sand casting ay ang gateway sa buong hanay ng mga engineering metal, hindi lang ang subset na umaakma sa loob ng thermal constraints ng die casting.
Sukat at Timbang ng Bahagi: Sand Casting Scales Kung Saan Hindi Magagawa ang Die Casting
Ang mga die casting machine ay makapangyarihan, ngunit sila ay pisikal na pinipigilan. Kahit na ang pinakamalaking high-pressure die casting machine sa komersyal na paggamit ay nangunguna sa paggawa ng mga bahagi na tumitimbang sa paligid 50 hanggang 75 pounds (22 hanggang 34 kg) . Ang die mismo ay dapat magkasya sa laki ng platen ng makina, at ang mga pressure pressure na kasangkot sa pag-iniksyon ay gumagawa ng napakalaking bahagi na hindi praktikal sa istruktura.
Ang paghahagis ng buhangin ay limitado ng halos wala sa mga tuntunin ng laki o timbang. Ang mga bloke ng makina, mga pabahay ng turbine, mga pambalot ng bomba, mga propeller ng barko, at mga katawan ng balbula sa industriya ay regular na pinalamutian ng buhangin. Mga bahagi na tumitimbang ilang tonelada ay hindi karaniwan sa mga sektor tulad ng power generation, pagmimina, at offshore na langis at gas. Ang isang bahagi ng sand-cast iron para sa isang malaking diesel engine ay maaaring tumimbang ng 500 pounds o higit pa—ganap na wala sa saklaw ng anumang proseso ng die casting.
Ang scalability na ito ay nangangahulugan na para sa mga inhinyero na nagtatrabaho sa malalaking kagamitan sa kapital o mga bahagi ng istruktura, ang sand casting ay hindi pinipili kaysa sa die casting bilang isang kompromiso—ito ang tanging proseso na maaaring pisikal na makagawa ng kung ano ang kinakailangan. Ang amag ay itinayong muli mula sa buhangin sa bawat oras, kaya walang limitasyon sa platen ng makina, walang limitasyon sa kapasidad ng mamatay, at walang presyon ng pag-iniksyon na kisame upang magtrabaho sa paligid.
Geometric Complexity at Panloob na Mga Tampok: Nag-aalok ang Sand Casting ng Higit pang Kalayaan sa Disenyo
Gumagamit ang die casting ng matibay na dies ng metal na dapat magbukas at magsara sa isang tuwid na linya, na nangangahulugang ang bawat tampok ng bahagi ay dapat na nakatuon upang payagan ang paghihiwalay ng die nang hindi nababawasan ang tooling. Ang mga kumplikadong panloob na daanan, malalim na mga lukab, at mga undercut ay maaaring imposible o nangangailangan ng magastos na side-action na mekanismo na nagdaragdag ng malaking gastos sa die.
Ang paghahagis ng buhangin ay gumagamit ng mga nauubos na molds at core. Ang core ay isang hiwalay na hugis ng buhangin na inilagay sa loob ng lukab ng amag upang lumikha ng mga panloob na void—mga guwang na silid, mga sipi, mga channel, at mga kumplikadong panloob na geometries na pisikal na imposible sa isang matibay na die. Ang kakayahang ito ang dahilan kung bakit ginagamit ang sand casting para sa mga bloke ng makina na may mga water jacket, manifold na may mga panloob na daanan ng daloy, at mga valve body na may maraming panloob na channel.
Ano ang Pinahihintulutan ng Mga Core sa Sand Casting
- Mga panloob na daanan ng paglamig sa mga bahagi ng engine at turbine
- Mga guwang na seksyon ng istruktura na nagpapababa ng timbang nang hindi sinasakripisyo ang lakas
- Mga kumplikadong channel ng daloy ng likido sa mga pump at valve housing
- I-undercut ang mga geometry na magla-lock ng isang bahagi sa loob ng isang matibay na die
- Maramihang intersecting internal cavity sa iisang casting
Maaaring gumawa ng mga core ang die casting gamit ang mga natutunaw o breakaway insert sa ilang application, ngunit nagdaragdag ito ng gastos at pagiging kumplikado ng proseso na mabilis na nakakasira sa mga bentahe ng kahusayan na karaniwang inaalok ng die casting. Para sa mga bahagi kung saan ang panloob na geometry ay isang priyoridad sa disenyo, ang sand casting ay mas mataas sa arkitektura.
Malaki rin ang pagkakaiba ng mga kinakailangan sa kapal ng pader. Ang die casting ay maaaring makabuo ng napakanipis na mga pader—minsan kasingninipis 0.040 pulgada (1 mm) —na napakahusay para sa magaan na bahagi ng consumer o automotive. Ngunit ipinapatupad din nito ang mga kinakailangan sa pagkakapareho upang matiyak na pinupuno ng daloy ng metal ang die. Ang paghahagis ng buhangin ay mas mapagparaya sa iba't ibang kapal ng pader sa loob ng isang bahagi, na nagbibigay sa mga inhinyero ng disenyo ng higit na kalayaan kapag gumagawa ng mga kumplikadong istruktura na may parehong makapal at manipis na mga seksyon.
Volume ng Produksyon: Bakit Mas Mainam ang Sand Casting para sa Low-to-Mid Volume Runs
Ang ekonomiya ng die casting ay binuo sa paligid ng amortizing isang napakataas na fixed tooling gastos sa isang napakalaking bilang ng mga bahagi. Kapag gumana ang amortization na iyon—kapag gumagawa ka ng 50,000, 100,000, o 500,000 na magkakaparehong bahagi—naging nakakahimok ang mababang halaga ng bawat unit ng die casting. Ang proseso ng die casting ay mabilis: isang tipikal na aluminum die casting cycle ay tumatagal sa pagitan 30 at 60 segundo , at maaaring tumakbo ang mga makina nang may kaunting paggawa sa mga kapaligirang may mataas na automation.
Ngunit sa labas ng kontekstong iyon na mataas ang volume, bumabaligtad ang matematika. Para sa isang mamimili na nangangailangan ng 500 custom na manifold housing bawat taon, ang paggastos ng $50,000 sa isang die casting die ay nangangahulugan na ang tooling cost lang ay nagdaragdag ng $100 bawat bahagi bago matunaw ang isang libra ng aluminum. Ang parehong bahagi sa sand casting, na may $3,000 pattern, ay nagdaragdag lamang ng $6 sa tooling cost sa bawat unit—isang pagkakaiba na bihirang mawala kahit na isinasaalang-alang ang mas mabagal na cycle ng sand casting at mas mataas na per-unit labor content.
Ito ang dahilan kung bakit ang mga tagagawa ng aerospace, depensa, langis at gas, at custom na pang-industriya na kagamitan ay lubos na umaasa sa sand casting. Ang kanilang dami ng produksyon ay kadalasang nasa dose-dosenang hanggang mababa ang libu-libo bawat taon. Sa mga kontekstong iyon, ang paghahagis ng buhangin ay hindi isang kompromiso-ito ang tanging makatwirang pagpipilian sa ekonomiya.
Break-Even Volume sa Pagitan ng Sand Casting at Die Casting
Ang crossover point kung saan ang die casting ay nagiging mas matipid kaysa sa sand casting ay depende sa part complexity, size, at material. Bilang isang pangkalahatang benchmark:
- Para sa maliliit na bahagi ng aluminyo na wala pang 2 lbs, ang die casting ay kadalasang nagiging mapagkumpitensya sa itaas 10,000–20,000 bahagi bawat taon
- Para sa mga katamtamang bahagi sa pagitan ng 2–10 lbs, ang break-even ay gumagalaw sa 25,000–75,000 bahagi bawat taon
- Para sa malaki o kumplikadong mga bahagi, ang sand casting ay madalas na nananatiling cost-effective sa anumang komersyal na makatwirang dami
Ito ay mga magaspang na pagtatantya, at ang aktwal na mga break-even point ay dapat palaging kalkulahin para sa isang partikular na aplikasyon. Ngunit inilalarawan nila na ang karamihan sa mga pang-industriyang aplikasyon sa paghahagis—lalo na sa mga sektor kung saan ang pag-customize, pagiging maaasahan, at pagganap ng materyal ay higit na mahalaga kaysa sa presyo sa bawat yunit—na nasa loob ng sand casting advantage zone.
Porosity at Mechanical Properties: Pagtugon sa Die Casting Weakness
Ang isa sa mga hindi gaanong tinalakay na disadvantages ng die casting ay ang problema sa porosity. Kapag ang tinunaw na metal ay na-injected sa isang die sa mataas na presyon, ang hangin ay maaaring makulong sa loob ng bahagi, na lumilikha ng mga microscopic void—porosity—na nakompromiso ang integridad ng istruktura. Ang mga high-pressure na die casting ay kadalasang hindi angkop para sa heat treatment dahil ang init ay nagiging sanhi ng mga nakulong na gas na lumawak, na nagiging sanhi ng blistering o pagbaluktot na sumisira sa bahagi.
Ito ay isang makabuluhang hadlang sa engineering. Maraming mga aluminyo at magnesiyo na haluang metal ang bumuo ng kanilang buong mekanikal na mga katangian pagkatapos lamang ng solusyon sa paggamot sa init at pagtanda (T6 temper, halimbawa). Kung ang proseso ng paghahagis mismo ay pumipigil sa paggamot sa init, ang huling bahagi ay gumagana sa isang bahagi ng potensyal na lakas at tigas ng materyal. Maaaring bawasan ng vacuum die casting at squeeze casting ang porosity, ngunit ito ay mga premium na proseso na nagdaragdag ng gastos at hindi available sa pangkalahatan.
Ang paghahagis ng buhangin, dahil pinupuno nito ang amag sa mas mababang tulin sa ilalim ng gravity o mababang presyon, ay gumagawa ng makabuluhang mas kaunting gas na nakakulong. Ang mga bahagi ng sand-cast ay karaniwang maaaring i-heat-treat nang walang isyu, na nagpapahintulot sa mga ganap na katangian ng haluang metal na makamit. Para sa mga structural application sa aerospace, automotive, o heavy equipment kung saan kritikal ang sertipikasyon ng materyal at mga mekanikal na katangian, ito ay isang mapagpasyang kalamangan.
Bukod pa rito, ang mga bahagi ng sand cast iron—lalo na ang ductile iron—ay nagpapakita ng mahusay na machinability, vibration damping, at wear resistance. Ito ay mga katangian na likas sa materyal at ganap na naa-access sa pamamagitan ng proseso ng paghahagis ng buhangin, nang walang mga limitasyon sa porosity na pumipigil sa mga aplikasyon ng die casting.
Lead Time para sa Mga Bagong Bahagi: Ang Sand Casting ay Nagpapabilis sa Iyo ng Mga Bahagi sa Mga Unang Yugto
Kapag ang isang bagong bahagi ay mabilis na kailangan—para sa prototype evaluation man, emergency replacement, o pilot production—ang lead time na bentahe ng sand casting ay malaki. Dahil simple at mabilis ang paggawa ng mga pattern ng sand casting, kadalasang maihahatid ang unang article casting 2 hanggang 6 na linggo mula sa pagtatapos ng disenyo. Ang ilang foundry na nag-specialize sa quick-turn sand casting ay maaaring maghatid ng mga prototype na casting sa kasing liit 5 hanggang 10 araw ng negosyo .
Kung ikukumpara sa die casting, kung saan ang pag-iisa ay tumatagal ng 8 hanggang 16 na linggo bago magawa ang isang bahagi ng produksyon, ang sand casting timeline na bentahe sa panahon ng pagbuo ng bagong produkto ay napakalaki. Para sa mga kumpanyang nasa agresibong iskedyul ng paglulunsad, o para sa mga sitwasyon sa pagpapanatili kung saan ang isang kritikal na bahagi ay nangangailangan ng mabilis na pagpapalit, ang pagkakaibang ito ay maaaring direktang maisalin sa pinababang downtime, mas mabilis na time-to-market, at mas mababang panganib sa programa.
Ginagawa rin nitong karaniwang pagpipilian ang sand casting para sa mga kapalit na piyesa sa luma na makinarya o legacy na kagamitan kung saan walang nananatiling tooling. Kapag ang isang 30-taong-gulang na pang-industriyang press ay nangangailangan ng isang kapalit na pabahay na bakal na orihinal na ginawa ng isang kumpanya na wala na, ang sand casting ay nagbibigay-daan sa isang bagong pattern na gawin mula sa isang engineering drawing o isang pisikal na sample, at ang bahagi ay maaaring kopyahin sa makatwirang halaga. Ang muling paggawa ng die casting die para sa isang kapalit na bahagi ay magiging walang katotohanan sa ekonomiya.
Mga Partikular na Industriya Kung Saan Nahihigitan ng Sand Casting ang Die Casting
Ang pag-unawa kung aling mga industriya ang umaasa sa sand casting kaysa sa die casting ay nakakatulong na linawin kung saan nakatuon ang mga pakinabang sa totoong mundo. Ang mga sektor na ito ay patuloy na pinipili ang sand casting dahil ang kanilang mga teknikal at komersyal na kinakailangan ay naaayon sa kung ano ang pinakamahusay na ginagawa ng proseso.
Kagamitan sa Langis at Gas
Ang mga valve body, pump casing, manifold, at wellhead na bahagi ay nangangailangan ng bakal o ductile iron, dapat na humawak ng matinding pressure, at kadalasang ginagawa sa mababang volume para sa mga partikular na aplikasyon. Ang paghahagis ng buhangin ay naghahatid ng materyal na compatibility, panloob na kakayahan ng geometry, at mekanikal na integridad na hinihiling ng mga application na ito. Die casting ay hindi maaaring makipagkumpetensya dito.
Pagmimina at Malakas na Kagamitan
Ang mga crusher jaws, bucket teeth, wear plates, at structural component para sa mining machinery ay gawa sa manganese steel, chrome iron, at iba pang hard ferrous alloy na hindi maproseso ng die casting. Ang mga bahagi sa sektor na ito ay karaniwang tumitimbang ng daan-daang pounds—higit pa sa kapasidad ng anumang die casting machine. Ang paghahagis ng buhangin ay ang tanging mabubuhay na ruta ng pagmamanupaktura.
Power Generation
Ang mga turbine housing, impeller casing, at generator end bell na gawa sa hindi kinakalawang na asero o nickel alloys para sa mga planta ng kuryente at mga industrial turbine ay pangkalahatang sand cast. Ang kumbinasyon ng mga kinakailangan sa materyal, laki ng bahagi, at mababang taunang dami ng produksyon ay ginagawang imposible ang die casting sa matipid at teknikal na paraan para sa mga application na ito.
Aerospace at Defense Prototyping
Kahit na sa isang sektor kung saan ang katumpakan ay higit sa lahat, ang sand casting ay malawakang ginagamit para sa pagbuo ng prototype at mababang-volume na mga bahagi ng istruktura. Ang kakayahang mabilis na umulit, gumamit ng mga aerospace alloy, at gumawa ng mga bahagi na maaaring ganap na ma-heat-treat at masuri sa mekanikal na ginagawang karaniwang tool ang sand casting sa mga programa ng aerospace casting bago gumawa sa mas mahal na proseso ng pagmamanupaktura.
Marine at Paggawa ng Barko
Ang mga propeller ng barko, rudder frame, at istrukturang bahagi para sa mga sasakyang pandagat ay kadalasang napakalaki at gawa sa corrosion-resistant bronze, nickel-aluminum bronze, o stainless steel. Ang paghahagis ng buhangin ay ang tanging proseso na makakayanan ang mga kinakailangang ito, at ito ang naging karaniwang pamamaraan para sa paggawa ng sangkap ng dagat sa loob ng maraming siglo.
Kapag Ang Die Casting ang Talagang Mas Mabuting Pagpipilian
Ang isang kumpletong sagot ay nangangailangan ng pagkilala kung saan ang die casting ay tunay na nanalo. Ang die casting ay mas mataas kaysa sa sand casting sa tatlong mahusay na tinukoy na mga sitwasyon:
- Mataas na dami ng produksyon ng maliliit na non-ferrous na bahagi: Kapag gumagawa ng daan-daang libong bahagi ng aluminyo, zinc, o magnesium bawat taon, ang ekonomiya ng bawat yunit ng die casting ay walang kapantay. Ang mga hawakan ng pinto ng sasakyan, electronic enclosure, at maliit na appliance housing ay mga klasikong halimbawa.
- Ibabaw na pagtatapos at dimensional na pagkakapare-pareho: Ang die casting ay gumagawa ng net-shape o near-net-shape na mga bahagi na may mga surface finish na 32–63 Ra microinches at dimensional tolerance na kadalasang hindi nangangailangan ng post-machining. Ang paghahagis ng buhangin ay karaniwang gumagawa ng mas magaspang na ibabaw (125–500 Ra microinches) at nangangailangan ng higit pang machining upang maabot ang mahigpit na tolerance.
- Manipis na pader na magaan na istruktura: Kapag ang disenyo ay nangangailangan ng mga pader na mas mababa sa 3 mm na nangangailangan pa rin ng integridad ng istruktura, ang high-pressure injection ng die casting ay nagsisiguro ng kumpletong pagpuno. Ang gravity-fed sand casting ay maaaring mahirapan upang mapagkakatiwalaan na punan ang napakanipis na mga seksyon.
Ang pagkilala sa mga pakinabang na ito ay ginagawang tapat ang paghahambing. Ang die casting ay hindi isang mababang proseso—ito ay isang prosesong na-optimize para sa isang partikular na hanay ng mga kundisyon. Kapag hindi natugunan ang mga kundisyong iyon, ang sand casting ang mas magandang sagot sa karamihan ng natitirang mga sitwasyon.
Mga Pagsasaalang-alang sa Kapaligiran at Operasyon
Ang paghahagis ng buhangin ay may madalas na hindi napapansing kalamangan sa pagpapanatili: ang buhangin ay nare-recycle. Ang mga modernong pandayan ay muling kinukuha at muling ginagamit 90% o higit pa sa kanilang paghuhulma ng buhangin sa pamamagitan ng thermal o mechanical reclamation system. Bagama't ang die casting ay hindi gumagamit ng mga magagastos na materyales sa tooling sa parehong paraan, ang lakas ng enerhiya ng pagpapanatili ng mga die casting machine—malalaking hydraulic presses, temperature-controlled na dies, at high-pressure injection system—ay malaki.
Ang mga halaga ng scrap sa die casting ay isa ring salik. Dahil ang metal na iniksyon sa die ay pumupuno din sa mga runner, overflow, at biskwit (ang metal disc mula sa shot sleeve), maaaring tumakbo ang die casting scrap rate. 20–40% ng kabuuang metal na natupok sa isang tipikal na bahagi, kahit na karamihan sa mga ito ay nare-recycle. Ang mga rate ng scrap sa paghahagis ng buhangin, lalo na para sa bakal, ay kadalasang mas mababa sa ganap na mga tuntunin sa bawat yunit ng inihatid na metal kapag malaki ang sukat ng bahagi.
Mula sa isang operational footprint perspective, ang mga sand casting foundry ay naa-access sa mas maraming heyograpikong lokasyon sa buong mundo. Ang die casting ay nangangailangan ng precision machine tools para sa die manufacturing at malalaking casting machine na kumakatawan sa malaking capital investment. Para sa mga tagagawa sa pagbuo ng mga merkado, o para sa panrehiyong supply chain sourcing, ang sand casting foundry capacity ay mas malawak na magagamit, na nagpapababa ng mga gastos sa logistik at panganib sa supply chain.
Buod: Pagpili ng Sand Casting kaysa Die Casting
Ang tanong kung ang sand casting ay mas mahusay kaysa sa die casting ay walang iisang unibersal na sagot—ngunit mayroon itong malinaw na sagot para sa karamihan ng mga aplikasyon sa paghahagis na nakatagpo sa industriyal at engineering practice. Ang paghahagis ng buhangin ay ang mas mahusay na pagpipilian kapag:
- Ang dami ng produksyon ay mas mababa sa 10,000–25,000 na bahagi bawat taon para sa karaniwang laki ng bahagi
- Ang kinakailangang materyal ay bakal, bakal, hindi kinakalawang na asero, tansong haluang metal, o anumang ferrous na metal
- Ang laki o bigat ng bahagi ay lumampas sa kung ano ang pisikal na kayang tanggapin ng mga die casting machine
- Ang pag-ulit ng disenyo ay malamang at ang mga gastos sa pagbabago ng tool ay dapat panatilihing mababa
- Ang panloob na geometry, mga core, o kumplikadong mga sipi ay kinakailangan
- Kinakailangan ang heat treatment ng panghuling paghahagis para sa ganap na mekanikal na mga katangian
- Ang mabilis na paghahatid ng mga unang artikulo o prototype ay isang priyoridad
- Ang mga kapalit na bahagi para sa legacy o custom na kagamitan ay kailangang kopyahin
Ang die casting ay nakakakuha ng lugar nito sa mataas na dami ng consumer at automotive manufacturing kung saan ang aluminum at zinc parts ay kailangang gawin sa bilis, na may mahusay na surface finish, sa pinakamababang posibleng gastos sa bawat unit. Ngunit ang sand casting ay sumasaklaw sa mas malawak na hanay ng mga pangangailangan sa engineering, humahawak ng mas malawak na iba't ibang mga materyales, mga kaliskis mula sa iisang prototype hanggang sa libu-libong bahagi, at nananatiling cost-effective sa mga sitwasyon kung saan ang ekonomiya ng die casting ay hindi gumagana. Para sa sinumang inhinyero o procurement na propesyonal na nagsusuri ng mga opsyon sa proseso ng paghahagis, ang paghahagis ng buhangin ay dapat ang panimulang punto—at ang pasanin ng pagbibigay-katwiran ay dapat na sa paglayo rito, hindi sa pagpili nito.