Home / Balita / Balita sa industriya / Ano ang ilang mga depekto sa ibabaw sa aluminum die castings?
Detalyadong Paliwanag ng Karaniwang Ibabaw Pagkukulang sa Aluminum Die Castings
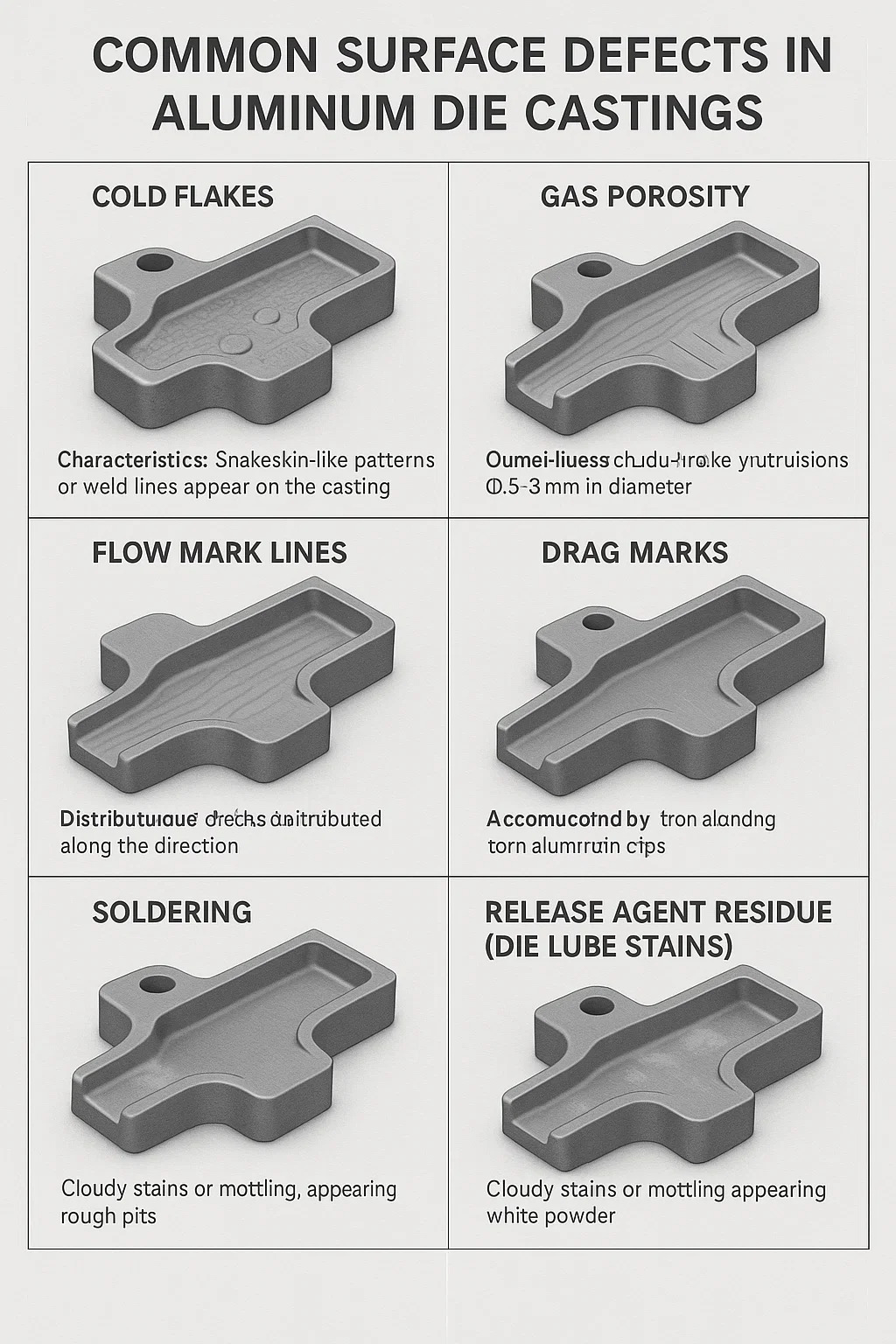
1. Cold Flakes
Mga Katangian: Lumilitaw ang mga pattern na tulad ng snakeskin o mga linya ng weld sa ibabaw ng casting, at hindi pantay ang pakiramdam ng ibabaw.
Dahilan: Mababang tinunaw na temperatura ng aluminyo o mabagal na bilis ng pag-iniksyon, na nagreresulta sa pagkabigo ng dalawang stream ng aluminyo na mag-fuse.
Pinsala: Matalim na pagbaba sa lakas ng istruktura, lalo na sa mga lugar na manipis ang pader na madaling ma-crack.
2. Gas Porosity
Mga Katangian: Ang makinis, tulad ng bula na mga protrusions (0.5-3mm ang lapad) ay lumilitaw sa ibabaw, na pumutok upang ipakita ang mga butas.
Sanhi:
Mahina ang pag-vent ng amag (naka-block na mga ejector pin/parting surface)
Labis na release agent vapor generation
Mga lugar na may mataas na peligro: Mga ugat ng tadyang at tuktok ng mga saradong lukab.
3. Drag Marks
Mga Katangian: Mahaba, linear na mga gasgas sa kahabaan ng draft na direksyon, kung minsan ay sinasamahan ng punit na aluminum chips.
Sanhi:
Hindi sapat na anggulo ng draft (hal., mas mababa sa 1°)
Mga gasgas o hindi sapat na buli sa ibabaw ng lukab ng amag.
4. Flow Marks Lines
Mga Katangian: Mga kulot na guhit na kulay na ipinamahagi sa direksyon ng tinunaw na daloy ng aluminyo
Sanhi:
Hindi tamang disenyo ng gate na humahantong sa magulong daloy
Aluminum temperature stratification (mabilis na paglamig sa ibabaw)
5. Pagsusuri ng Init
Mga Katangian: Isang network ng mga microcrack, kadalasang nangyayari sa makapal na manipis na transition zone
Sanhi:
Lokal na amag overheating (bigo paglamig sistema ng tubig)
Napaaga na pagbuga, hindi kumpletong solidification ng interior ng bahagi
6. Paghihinang
Mga Katangian: Ang ibabaw ng paghahagis ay sumusunod sa amag na bakal, na bumubuo ng mga magaspang na hukay
Sanhi:
Direktang aluminyo impaction sa magkaroon ng amag bakal (hal., direktang gate impaction sa core)
Pagkagalos ng mga amag ibabaw patong
7. Bitawan ang Agent Residue (Die Lube Stains)
Mga Katangian: Maulap na mantsa o puting pulbos, mottling pagkatapos anodizing
Sanhi:
Mahinang atomization ng spray, na nagreresulta sa akumulasyon sa mga sulok
Hindi kumpletong pag-alis sa panahon ng hangin pamumulaklak proseso $ $ $